支持定制的316L不锈钢复合管公司
- 更新时间: 2024-11-17 07:28:20 浏览次数:6
- 产品报价: ¥216/米
- 联系人: 王经理
- 公司地址: 聊城开发区工业园 发货到临汾
以下是:支持定制的316L不锈钢复合管公司的产品参数
| 产品参数 |
|---|
| 产品价格 | 216/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 989898999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 100米 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 聚晟 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品颜色 | 根据需求定制 |
|---|
| 适用领域 | 桥梁 公路 道路 公园 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 聚晟护栏 |
|---|
| 材质 | 不锈钢 |
|---|
| 是否可定制 | 是 |
|---|
导读 支持定制的316L不锈钢复合管公司,聚晟护栏制造有限公司专业从事支持定制的316L不锈钢复合管公司,联系人:王经理,电话:15376839990、15376839990,QQ:770942940,发货地:聊城开发区工业园发货到山西省 临汾市 尧都区、曲沃县、翼城县、襄汾县、洪洞县、古县、乡宁县、大宁县、隰县、永和县、蒲县、汾西县、侯马市、霍州市,以下是支持定制的316L不锈钢复合管公司的详细页面。 山西省,临汾市 临汾市历史悠久,是华夏民族的重要发祥地之一和黄河文明的摇篮;是华北地区重要的粮棉生产基地,盛产小麦、棉花等,素有“棉麦之乡”和“膏腴之地”美誉。临汾是山西省域副中心城市,是山西省新型能源和工业基地建设的重要组成部分。临汾自然资源丰富,是中国三大优质主焦煤基地之一;临汾非物质文化种类繁多,有蒲州梆子、威风锣鼓等多种民间艺术形式,被誉为“梅花之乡”“剪纸之乡”和“锣鼓之乡”。
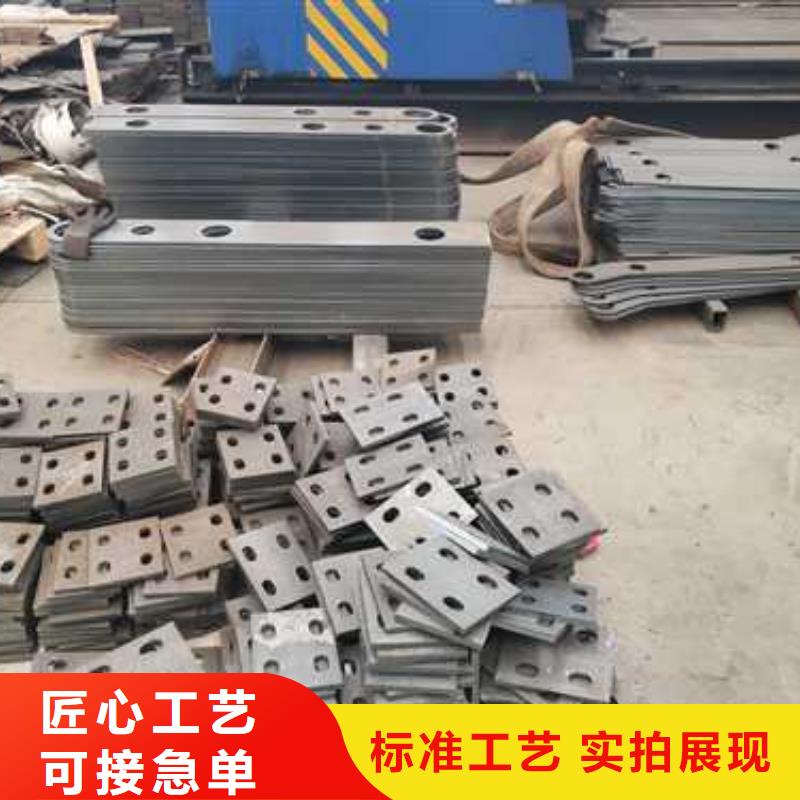
临汾支持定制的316L不锈钢复合管公司

<临汾>聚晟护栏制造有限公司位于[地址。经营范围包括临汾。 我公司以科学的管理、准确的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。品牌、销售和网络服务支撑了公司市场地位的竞争要素,精心编织销售和网络服务,建立和完善市场快速反应机制,适应市场变化的随机性,满足市场产品需求的多样性。


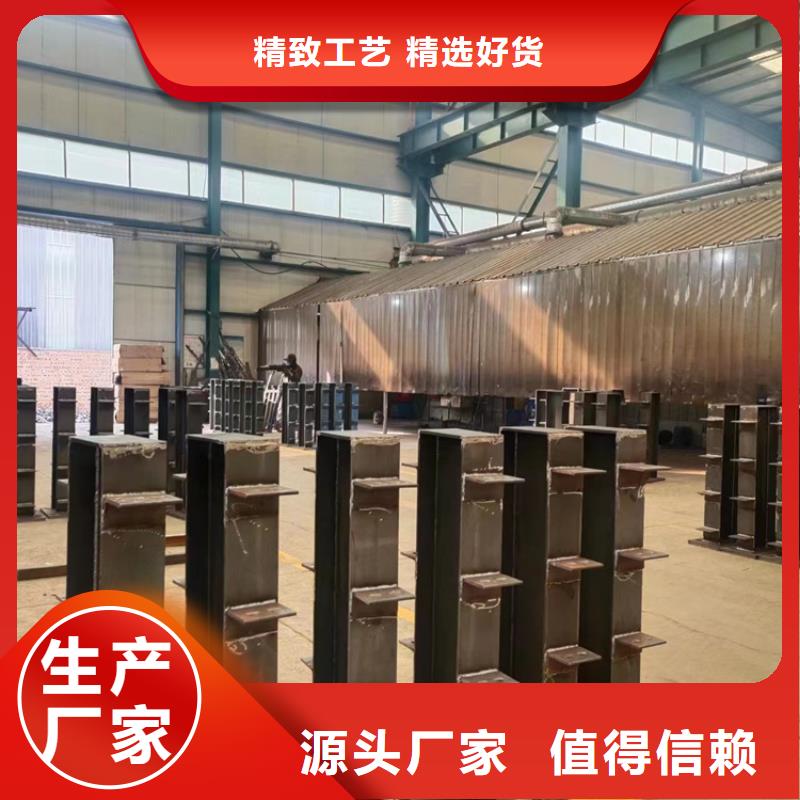
焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
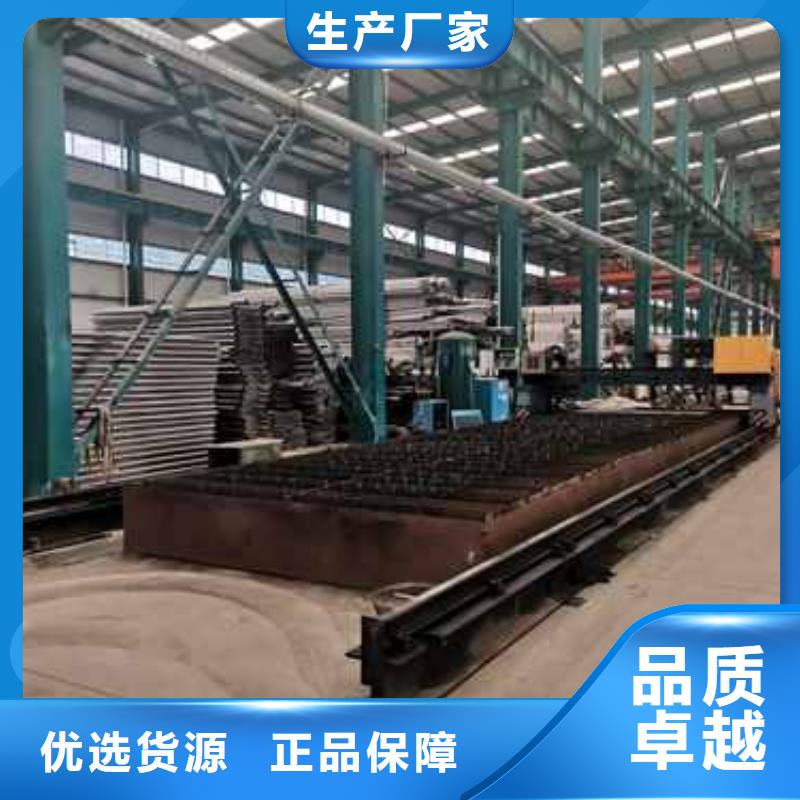
过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。
过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。

总结 在山西省临汾市采购支持定制的316L不锈钢复合管公司请认准聚晟护栏制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-15376839990,QQ:770942940,地址:开发区工业园)。