


圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。钢筋笼绕筋机免费教学工程机械备齐一节钢筋笼所需箍筋按位置平放两胶辊上,数控钢筋笼绕筋机将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。自动行走机构1套,伺服驱动,高精齿轮齿条啮合传动,确保钢筋长度。电控1台,PLC控制。人机界面(屏)立式操作台;程序实用、易学,适合工地工人现场作业空压机1台,随机工具及说明书1套。遵循公司和业主多次传达的在施工中大力引进新工艺、新技术、新设备以建设施工水平及效率的思想要求,数控钢筋笼绕筋机我部结合在实际应用中总结出的,提出该机有率、高和成本的三个特点
(设定各功能区域,选择钢筋笼生产工艺,确定本机位置) 安装; 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。 钢筋笼生产线操作规程 钢筋笼生产线是多工序、工步同时合生产钢筋笼专业设施,要求所有参与人员必须做到; 1;生产线操作人员必须熟悉本机生产全部工艺 2;绕筋机生产线工作期间不允许非生产人员机械、工件。 3;生产前调试好各机械、部件及。试运行各动、自动功能 4;骨架成后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。 5;生产中随时处理物件及流动人员,保障生产。 6;设备上拼装骨架,工件时采点动,避免连续转动。 7;绕筋成后必须断开绕筋,推开小车给钢筋笼料让路 8;机械进行、更换机件、时不得开动机器 9;成机机械须有良好保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好工作状态。 10;工作完毕、停工期间清理场地、断开电源、主件遮盖。功能应用主机;含机架、底座、铁辊、传动系统等。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。??此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
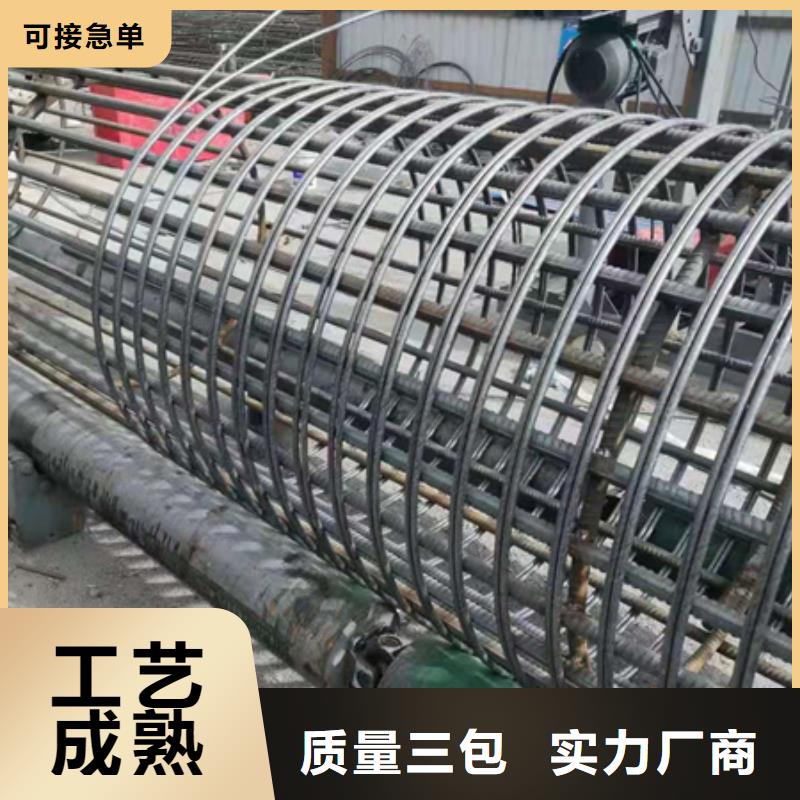
 该工法集主筋、盘圆调直、箍筋缠绕及二氧化碳保护焊、整体成型于一体,数控操作。钢筋笼的主筋通过人工穿过固定旋转盘相应模板园孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼。数控钢筋笼绕筋机维护在电源切断的情况下进行重新紧固钢筋笼滚焊机是将钢筋矫直、弯曲成型、滚焊成型有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为施工单位创造良好的经济效益和社会效益,是今后钢筋笼加工的发展方向.利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹。使加工螺纹后的实际截面积大于原钢筋截面积,大大接头的抗拉强度。这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于要求较高的工程(1)操作简单,液压电气控制,不需要专业技工,培训十分钟即可开机操作;(2)将钢筋端部截面积扩大15-20%,使加工成螺纹的底径不小于钢筋母材直径,完全发挥抗拉强度。(3)生产效率高,每台班可镦粗300-500个头;(4)加工钢筋范围广,可加工符合gb1499或bs4449(cs2)标准的ф16-ф50各种规格的钢筋。(5)设备故障率小,无易损零配件,施工成本底。(6)环保、,不受及气候影响
该工法集主筋、盘圆调直、箍筋缠绕及二氧化碳保护焊、整体成型于一体,数控操作。钢筋笼的主筋通过人工穿过固定旋转盘相应模板园孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼。数控钢筋笼绕筋机维护在电源切断的情况下进行重新紧固钢筋笼滚焊机是将钢筋矫直、弯曲成型、滚焊成型有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为施工单位创造良好的经济效益和社会效益,是今后钢筋笼加工的发展方向.利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹。使加工螺纹后的实际截面积大于原钢筋截面积,大大接头的抗拉强度。这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于要求较高的工程(1)操作简单,液压电气控制,不需要专业技工,培训十分钟即可开机操作;(2)将钢筋端部截面积扩大15-20%,使加工成螺纹的底径不小于钢筋母材直径,完全发挥抗拉强度。(3)生产效率高,每台班可镦粗300-500个头;(4)加工钢筋范围广,可加工符合gb1499或bs4449(cs2)标准的ф16-ф50各种规格的钢筋。(5)设备故障率小,无易损零配件,施工成本底。(6)环保、,不受及气候影响
 提供定制的非标的工装夹具解决方案,如非标卡盘,后拉卡盘,滑块式卡盘,膜片式卡盘,分度卡盘,轴类加工卡盘等定制卡盘,特殊卡盘。接箍车丝卡盘常见的故障主要有卡盘密封失效,会发生液压油泄露的情况,因此要要定期对BOSSCHUCK主轴卡盘进行压力测试,做到及时更新密封圈,以免影响生产,建议常备库存。车丝卡盘长期使用后,不可避免的出现精度变化,主要是卡爪传动销、同步环等出现磨损。在使用接箍卡盘是要注意检查接箍料圆度、油压、切削参数,做到定期润滑各部位并空运行几次,控制转速至标准范围以内。卡盘可以应用于数控车床、管体车丝机、接箍车丝机、车丝机生产线等,以低维护成本,限度提高生产效率,创造更多的生产效益。BOSSCHUCK大通孔接箍车丝机卡盘,广泛应用于无缝金属管生产企业的数控车丝机床或数控车,用来夹持大直径无缝钢管,以完成内螺纹加工。研发人在多年的机械加工实践中根据加工需求研究设计,在实际使用过程中不断论证完善的结晶。他来源于实践线,故而具有独特广泛的实用价值,此产品多头、、节能、易操作广泛适用于建筑、公路、桥梁、隧道、钢架结构、矿山、电站、油田、装璜、水电气安装、工厂维修,倍受五金机械加工门市的青睐,此产品使用范围广、市场需求大。双头攻丝机可加工M10-M40钢管、轴头内螺纹。本机是螺纹钢连接套筒的专机。管内丝、轴头内丝。此机自动双头往返攻丝。劳动强度低、节能、操作便捷。绕筋机
沈阳全自动双筋钢筋笼绕筋机服务至上
提供定制的非标的工装夹具解决方案,如非标卡盘,后拉卡盘,滑块式卡盘,膜片式卡盘,分度卡盘,轴类加工卡盘等定制卡盘,特殊卡盘。接箍车丝卡盘常见的故障主要有卡盘密封失效,会发生液压油泄露的情况,因此要要定期对BOSSCHUCK主轴卡盘进行压力测试,做到及时更新密封圈,以免影响生产,建议常备库存。车丝卡盘长期使用后,不可避免的出现精度变化,主要是卡爪传动销、同步环等出现磨损。在使用接箍卡盘是要注意检查接箍料圆度、油压、切削参数,做到定期润滑各部位并空运行几次,控制转速至标准范围以内。卡盘可以应用于数控车床、管体车丝机、接箍车丝机、车丝机生产线等,以低维护成本,限度提高生产效率,创造更多的生产效益。BOSSCHUCK大通孔接箍车丝机卡盘,广泛应用于无缝金属管生产企业的数控车丝机床或数控车,用来夹持大直径无缝钢管,以完成内螺纹加工。研发人在多年的机械加工实践中根据加工需求研究设计,在实际使用过程中不断论证完善的结晶。他来源于实践线,故而具有独特广泛的实用价值,此产品多头、、节能、易操作广泛适用于建筑、公路、桥梁、隧道、钢架结构、矿山、电站、油田、装璜、水电气安装、工厂维修,倍受五金机械加工门市的青睐,此产品使用范围广、市场需求大。双头攻丝机可加工M10-M40钢管、轴头内螺纹。本机是螺纹钢连接套筒的专机。管内丝、轴头内丝。此机自动双头往返攻丝。劳动强度低、节能、操作便捷。绕筋机
沈阳全自动双筋钢筋笼绕筋机服务至上
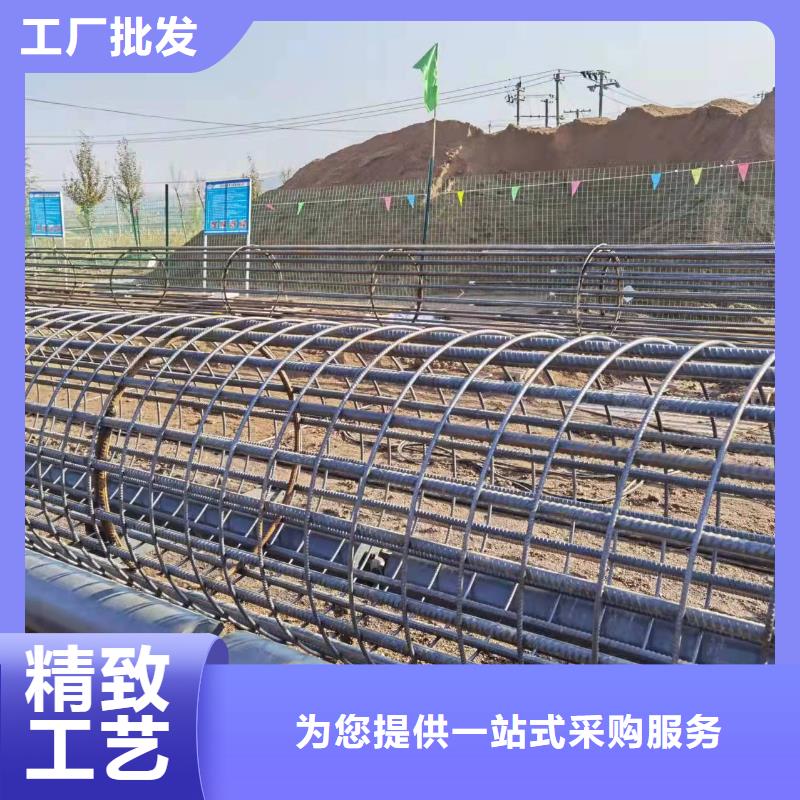
 主筋数量变化:我们提供的设备一般按多主筋的提供,但需要加工不同主筋数量的钢筋笼时,需要更换滑槽模板并主筋滑块的数量和距离等参数。 变筋的问题:对于需要大端多数量主筋,在小端主筋的问题。本机可很方便的实现。 通过我部两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。 钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行)前进,同时进行焊接,从而生产出成品钢筋笼。特点:钢筋笼绕筋机自动化程度高。采用无级变速、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。操作简单。工人通过简单培训即可上岗。适应能力强。适用于笼子直径600-3000mm钢筋笼的焊接,在焊接中箍盘间距可自动。根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。
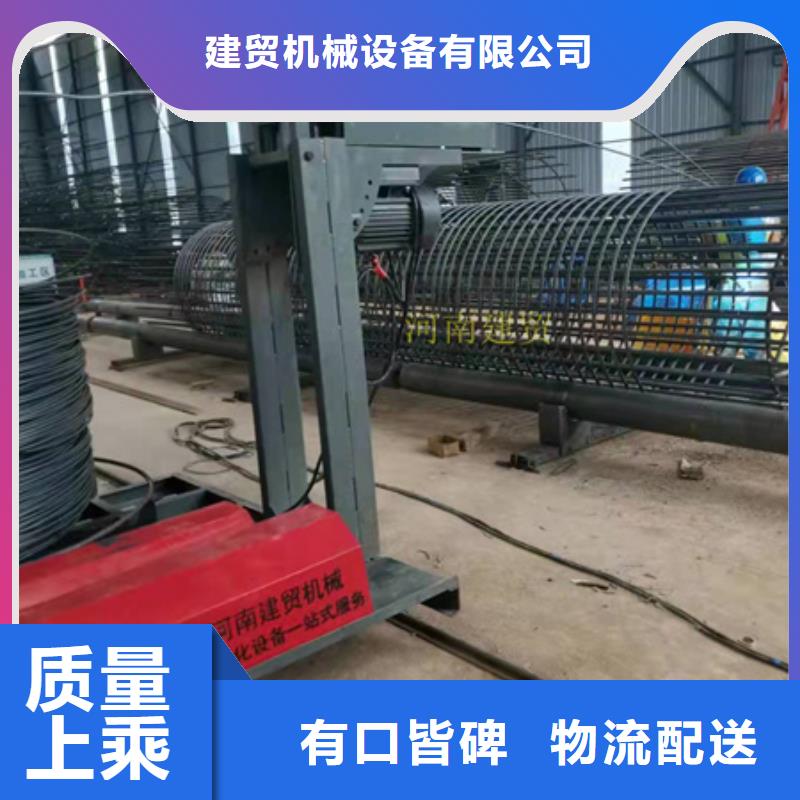
建贸机械设备有限公司
完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。钢筋笼绕圈机/简易绕筋机高自动化程度滚焊机操作规程 根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板园孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接 在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼。 ◆功率等级(Kw)大功率等级15,出产功率等级10大功率等级23,制作功率等级效率29,出产动力等级23现场:桩基1000吨以上,钢筋5000吨以上,棒材线材各占一定比例。
主筋数量变化:我们提供的设备一般按多主筋的提供,但需要加工不同主筋数量的钢筋笼时,需要更换滑槽模板并主筋滑块的数量和距离等参数。 变筋的问题:对于需要大端多数量主筋,在小端主筋的问题。本机可很方便的实现。 通过我部两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。 钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行)前进,同时进行焊接,从而生产出成品钢筋笼。特点:钢筋笼绕筋机自动化程度高。采用无级变速、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。操作简单。工人通过简单培训即可上岗。适应能力强。适用于笼子直径600-3000mm钢筋笼的焊接,在焊接中箍盘间距可自动。根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。
建贸机械设备有限公司
完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。钢筋笼绕圈机/简易绕筋机高自动化程度滚焊机操作规程 根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板园孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接 在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼。 ◆功率等级(Kw)大功率等级15,出产功率等级10大功率等级23,制作功率等级效率29,出产动力等级23现场:桩基1000吨以上,钢筋5000吨以上,棒材线材各占一定比例。