


球墨铸铁管,将密封圈弯曲两处,然后轮流向外按两个凸起处,这样将密封圈插入其底座就比价容易。球墨铸铁管开槽施工、安装、角度偏移应该注意哪些要开沟:开沟前,首先障碍,挖掘管沟时,应当考虑将来回填时,土砂能够充充分地回填至球墨铸铁管底部。挖掘接口处的沟槽时,为了接口容易操作,应该尽量留有余地,必须保证接口操作能够充分用上力气格瑞球墨铸铁管安装费用除了特殊情况之外,管沟边线应该是一条直线,沟底应该在一平面上,用机械挖沟是,槽底应留0.2-0.3米的土层暂不开挖,后使用人工清理沟底至标准高度。胶圈的安装:对于DN80-DN300口径的管子来说,将折叠起的密封圈插入到承口中,使密封圈的硬制动垫块紧紧地嵌入到底座中,按压密封圈的凸起处,知道密封圈均匀的稳固在承口内,对DN400以上的。

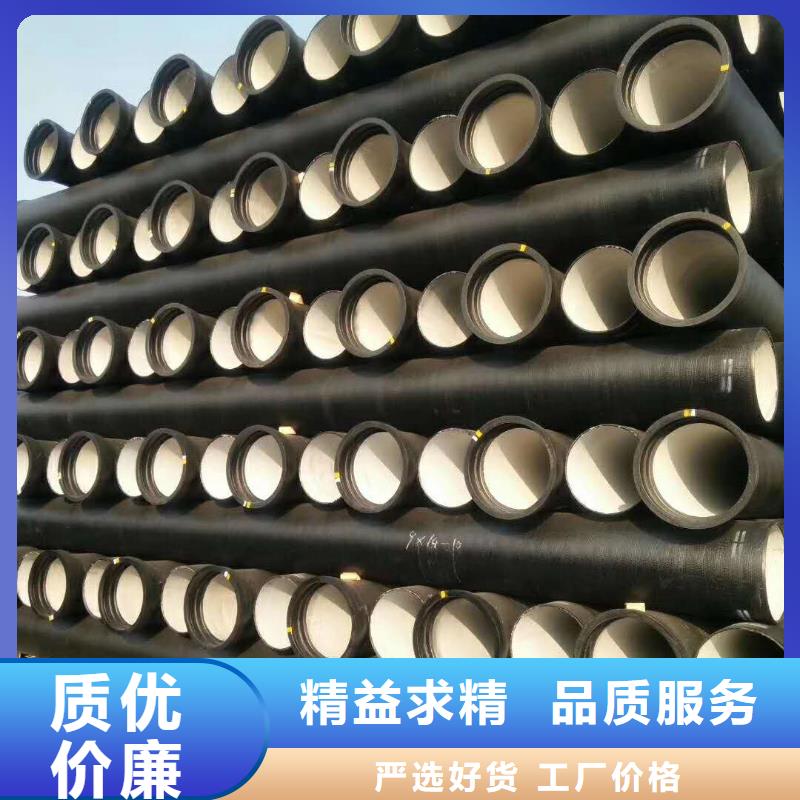
球墨铸铁管口径: DN80-1200 符合ISO2531 GB/T13295标准 材质柔性铸铁管 内衬水泥 外面高温喷锌喷涂沥青 喷锌层不小于130克/M2清理。 在安装前应进行清理工作,要清理的部位包括:插口端,承口内部,插口的切角处到白线处应光滑、无尖锐点,以免安装时划伤胶圈。润滑。 可使用食用油作润滑剂,均匀刷在插口端和橡胶圈上。球墨铸铁管铸铁管厂家生产的球铁管的接口采用流行的T型滑入式柔性接口,这种接口造价低,安装方便,密封性好,管线的工作压力可达到2MPa。由于是柔性连接,因此接口可以允许折角,从而允许整条管线弯曲,亦可使管线承受不均匀的沉降,使管线的运行性大幅度提高。

球墨铸铁管的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。
碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。
并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;并且还可以提高热挤压时挤压筒承受的单位压力,球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,从而提高挤压筒套筒的使用寿命。