

76791<宁夏>神悦钢材有限公司

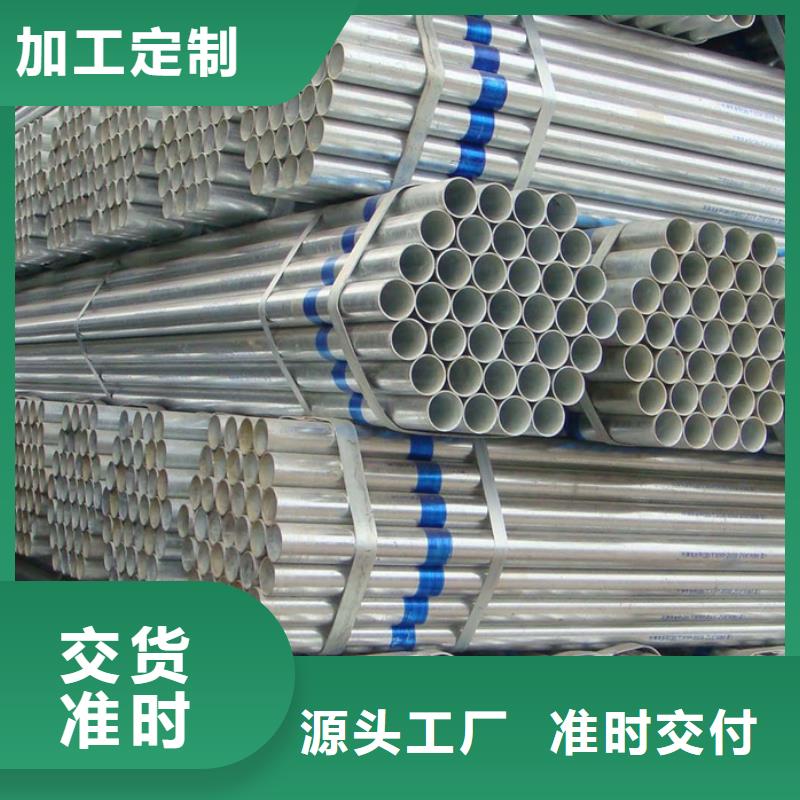
另一方面,宁夏镀锌焊管生产过程的质量控制可以通过检测结果的信息反馈系统进行。 因此,开展无损检测是提高焊管质量和生产水平的重要技术措施。 为实现上述目标,各国都高度重视焊管生产新工艺、新技术的试验研究。 例如,美国近成功研究了一种新的方波焊接技术,可以生产直径为7-76毫米的焊管。 宁夏镀锌管由于方波焊接不受电流峰值的影响,边缘受热均匀,焊接质量好。 用于生产薄壁和超薄壁焊管的滚压成型技术现已在许多 得到应用。 焊管已与冷拔、冷轧相结合,实现了连续生产,也取得了良好的效果。 美国还在406毫米直缝焊管机组中配备冷扩机,以提高成品管的强度,同时提高管段的形状和尺寸精度。
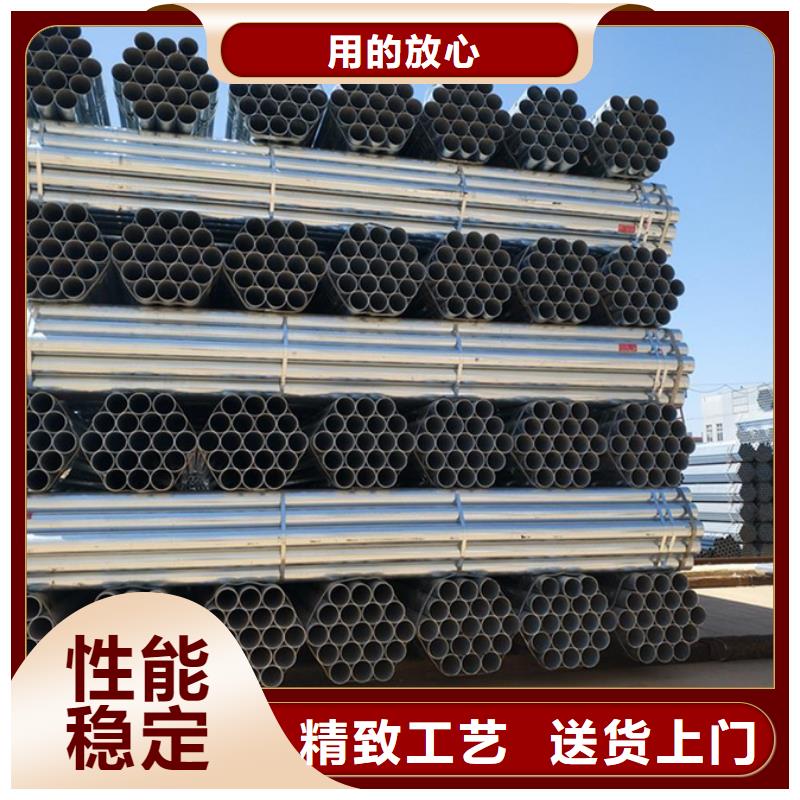
由于深海前沿地区剩余的大型油气田的开发和设计,创造了新的推动力,新的设备和管道布线技术也将再次进行。 宁夏镀锌方管自动化焊接技术分析宁夏镀锌方管的主要工业生产在海边管道层面。 这种超级技术的一个突出例子是水下管道的电焊问题。 某公司扩大了水下电焊舱的使用,将更换的管道连接起来,或者“用延中管热插进一根大口径钢管,电焊工作就是在套管内驱动冷水的自然环境” 宁夏镀锌管在电焊表面保持稀有气体,以获得良好的焊接效果。本公司现采用一种钨极气体保护焊和氩弧焊在主根部。焊接泥浆实用为满足项目附加质量要求而投入运营,该企业还将其SPLIGE III资金投入使用,这是第三代水下焊接舱,可用于海底输油管道的连接和维修, 进行干气超标气压焊接,大口径钢管总直径可达36英寸以上,混凝土外5英寸以上,管道深度可达1000英寸。

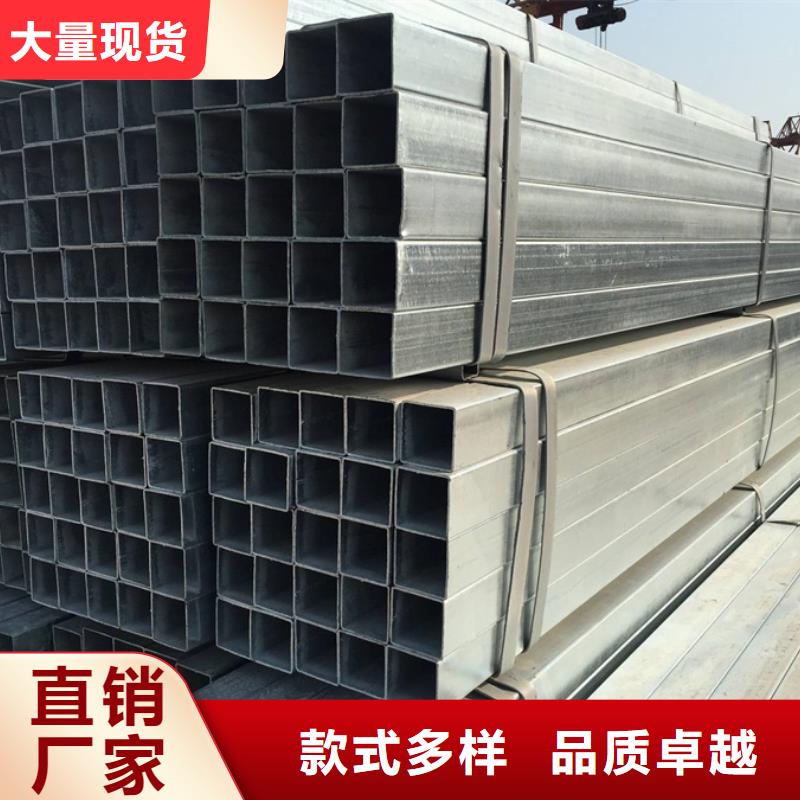
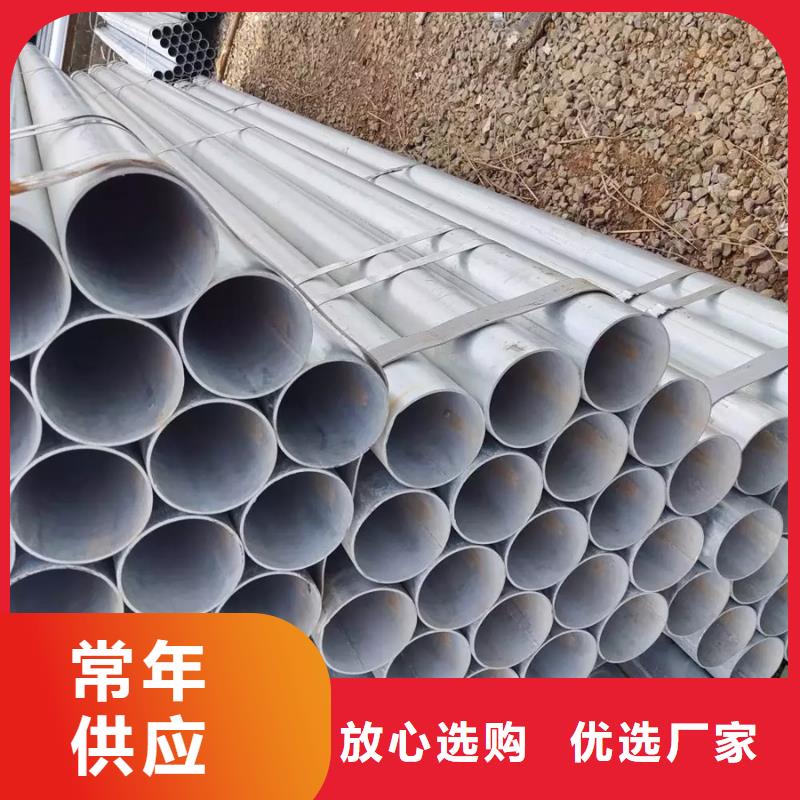
钢基材涂层是常用的方法,也是所有方法中有效的。 宁夏镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 宁夏镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。