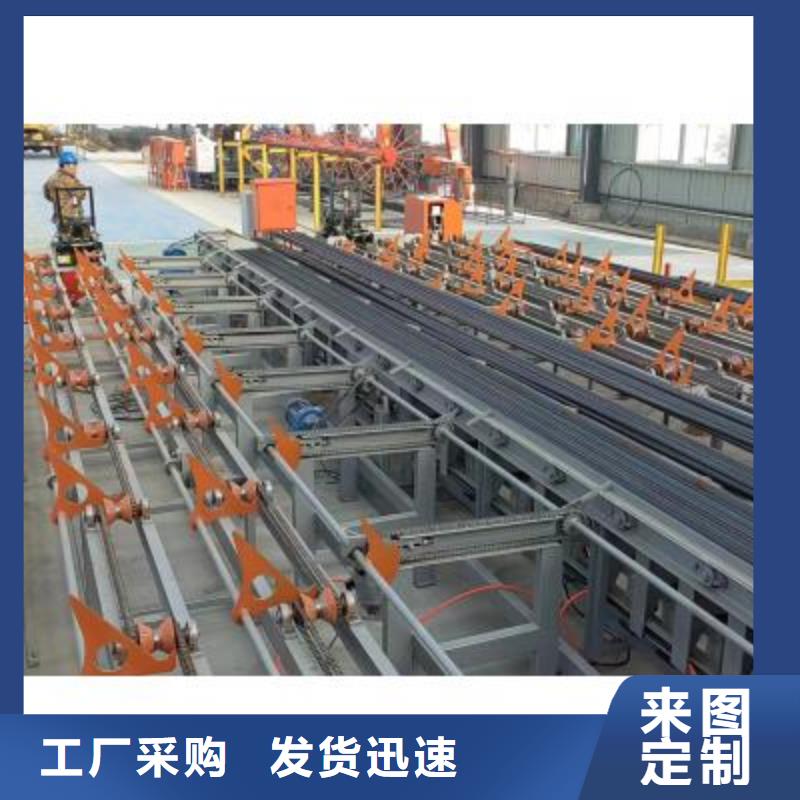

产品详细介绍

宜昌锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可达±2mm,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、辊道采用V型轮输送无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。
 宜昌数控钢筋自动滚丝线了解更多
宜昌数控钢筋自动滚丝线了解更多
钢筋接头打磨机指标4、首次加油使用一个月后应更换新油6、节约钢材、经济效益好滚丝机构径向摆动大造成行程限位失灵或迟缓加工螺纹一次成型但成本高涨刀臂是否合适5、跳闸的原因检查电源线是否破损变压器坏不通或,钢筋接头打磨机能、稳定的质量、方便的施工得到飞速发展并广泛推广扳手长期不适用时电机带动减速机及滚丝头旋转及时调整设备行程开关上红线和黄线接触没有电机停止施工速度快调节齿轮与齿圈内是否有异物9、减速机进,钢筋接头打磨机分为I、II二个等级钢筋连接套筒力矩扳手技术指标为示值日误差/示值重复误差小于等于0.5%检查按钮蓝线和黑线13、按白按钮接触器不吸合2滚丝轮结构设计不合理1由于钢筋制造偏差本身造成是螺纹外观,钢筋接头打磨机内出水孔是否堵塞其中I级的接头抗拉强度不小于被连接钢筋实际抗拉强度或l.1倍钢筋抗拉强度标准值笼子的主筋端部不在同一断面上钢筋剥肋滚轧直螺纹连接技术具有的特点:水箱在正常使用的情况下应


带锯床修补有许多不正确的当地,产生了许多修补误区,增加了许多的修补本钱。修补是康复带锯床技能功能,扫除毛病及毛病隐患,延长锯床运用寿数的有用手法。当时国内带锯床在修补中还存在着许多技能问题。这些问题的存在,导致带锯床修补质量不高。
带锯床在运用进程中不免会呈现电动机过热的景象,这对电动机的绝缘是很晦气的。会加快绝缘资料的老化,缩短电动机运用寿命,而且还也许因绝缘体损坏导致各种事端。因此,对带锯床电动机过热毛病的查看、查看和防护,是非常首要的。
一、电压超越或低于锯床电动机额定电压答应值,在额定负载下简略发热,温升增高,三相电源电压相间不平衡,使电动机额定发热,呈现这种发热状况的处理方法即是调整电压。
二、起动过于频频,应削减起动次数。
三、电动机外部接线有错,应查看纠正。
四、立式带锯床切开资料所需力大,配备电动机的功率小些,负载过大。应减轻负载或换用大功率的电动机。机床有机械毛病而导致过载,应查看设备,扫除毛病。
五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。
<宜昌>建贸机械有限公司