


联系我们

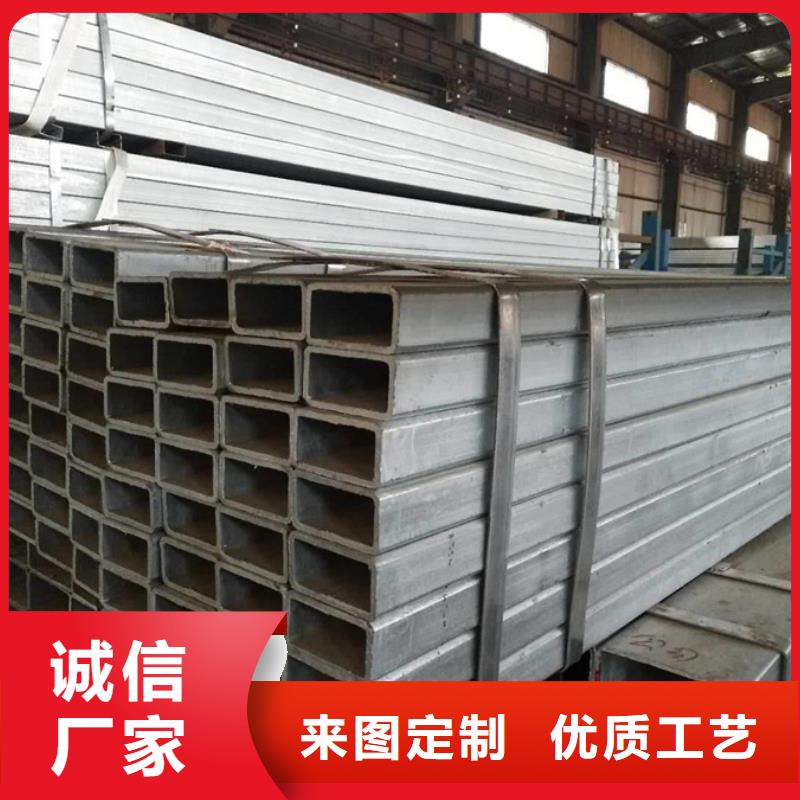
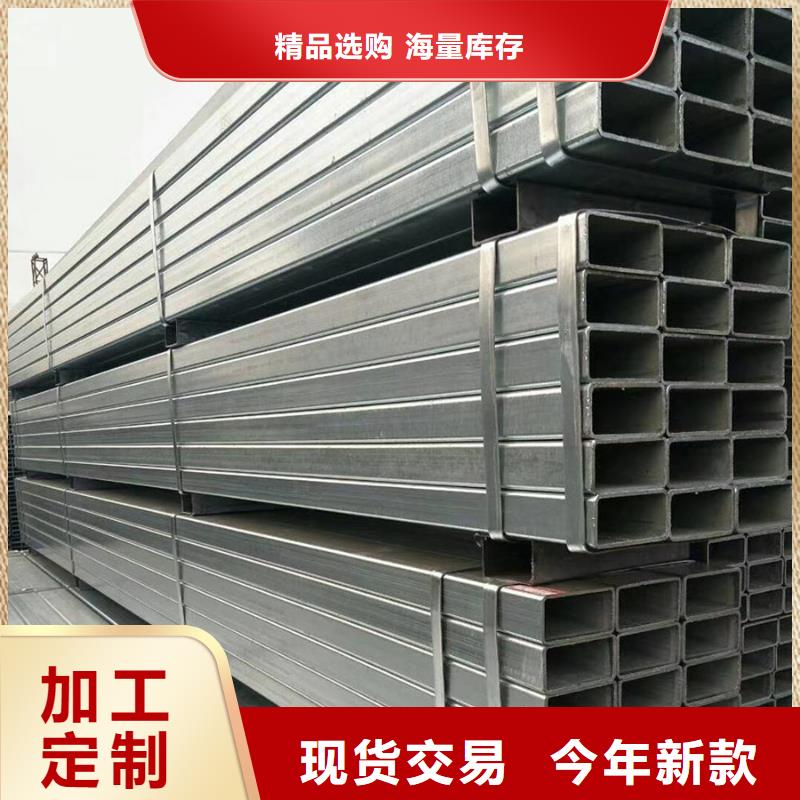
Q345B镀锌方管4米定尺
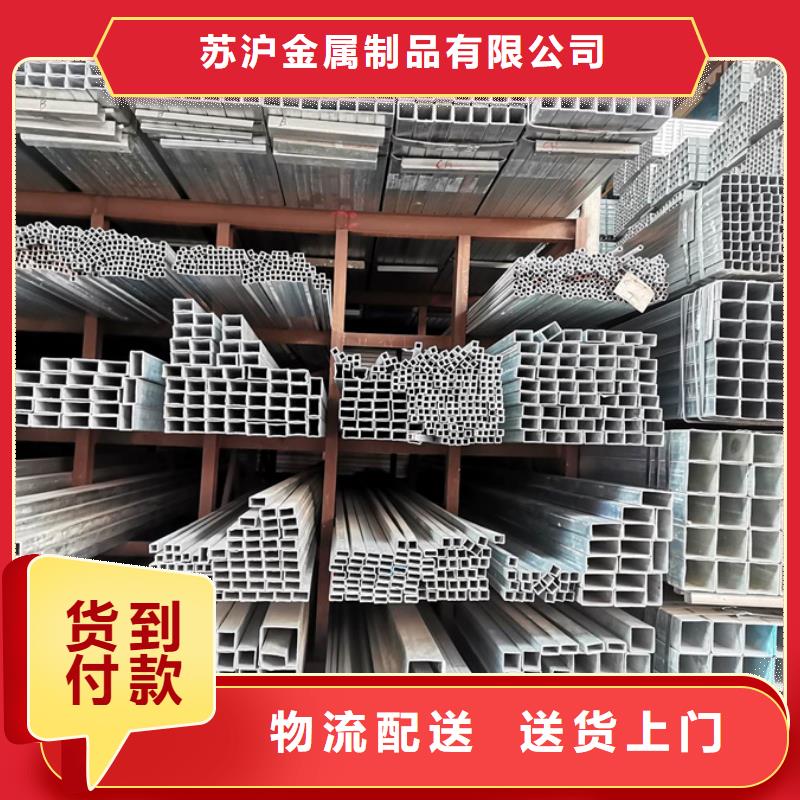
更新时间:2024-11-16 15:46:07 浏览次数:5 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4800 |
| 发货期限 | 两天 |
| 供货总量 | 3000 |
| 运费说明 | 物流 |
| 最小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B |
| 产品品牌 | 神悦 |
| 产品规格 | 规格齐全 |
| 发货城市 | 包头 |
| 产品产地 | 天津 |
| 加工定制 | 加工 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 镀锌 |
| 质保时间 | 一年 |
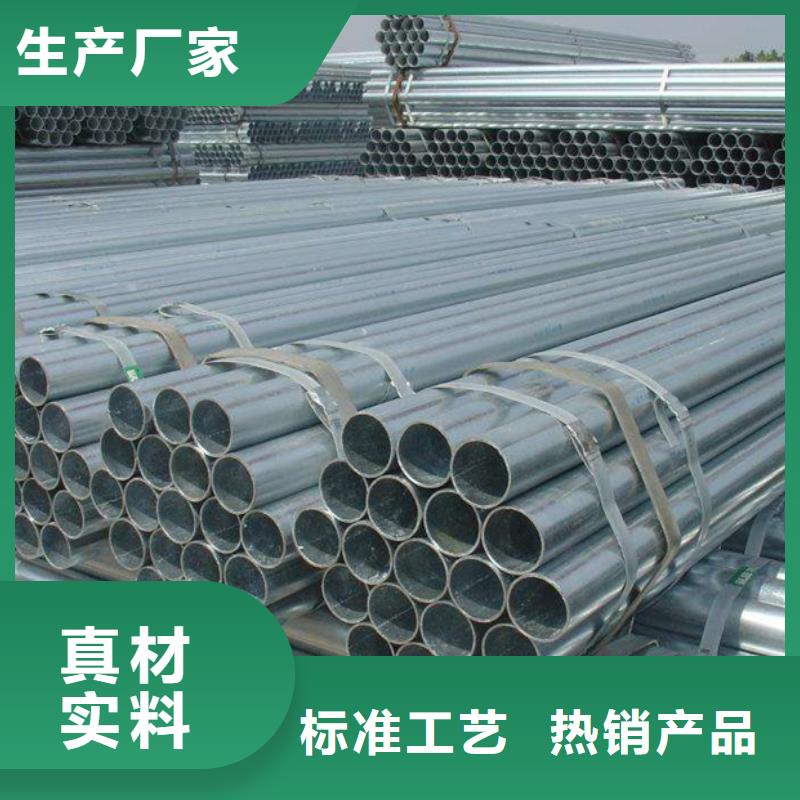
| 外形尺寸 | 圆形 方形 |
| 适用领域 | 建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 3米 4米 5米 6米等 |


68859<酒泉>神悦钢材有限公司

酒泉制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 酒泉镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。
首先,酒泉镀锌管应分批提交验收,配料规则应符合相应产品标准的规定。一般情况下,焊接钢管管径较小时,一般采用直缝焊,大口径钢管多采用螺旋焊。 按钢管端部形状可分为圆形焊接钢管和异形焊接钢管。 异形焊接钢管主要是指方形和矩形镀锌方管。 按材质和用途不同分为矿用流体输送用焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊用电焊钢管。 根据现行 标准中的规格尺寸表,外径和壁厚从小到大排序。其次,在酒泉镀锌方管的检验过程中,应进行的检验项目、取样数量、取样部位和试验方法应符合相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧根组分批取样。 在分析检测结果时,如果某项不符合产品标准的要求,应剔除不合格的,从同批次的直缝钢管中抽取双倍的样品进行检验。 重新检验合格的项目。复检不合格的,该批直缝钢管不予发货。 如果复检结果仍不合格,则镀锌方管需一根一根验收,或重新热处理,重新提交一批验收。 产品标准未作特别规定的,应按冶炼成分对镀锌方管的化学成分进行验收。

酒泉镀锌管加工时当钢带的头尾对接焊缝较大时,如果在过成形时处理不当,很容易造成较大的错位。由于未切割钢带的头部和尾部的形状和尺寸精度较差。 螺旋钢管是以带钢卷材为原料制成的。 它是采用自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,常采用温挤压成型。 原材料为带卷、焊丝、焊剂。 投入使用前必须经过严格的理化检验。 带钢头尾采用单丝或双丝埋弧焊对接,卷成钢管后采用自动埋弧焊补焊。 成型前对带钢进行校平、修整、刨平、表面清理、输送和预弯。 酒泉Q345B镀锌钢管采用电接点压力表控制输送机两侧油缸的压力,保证带钢输送顺畅。采用外控或内控滚压成型。采用焊缝间隙控制装置,保证焊缝间隙满足焊接要求,严格控制管径、错位量和焊缝间隙。 内焊外焊均采用美国林肯焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。 焊缝全部采用在线连续超声波自动损伤仪检测。保证100%的螺旋焊缝无损检测覆盖率。 如有缺陷,自动报警并喷标,生产工人可随时相应调整工艺参数,及时缺陷。 使用空气等离子切割机将钢管切成单件。