
江门钢板实力老厂
<江门>金帝钢管

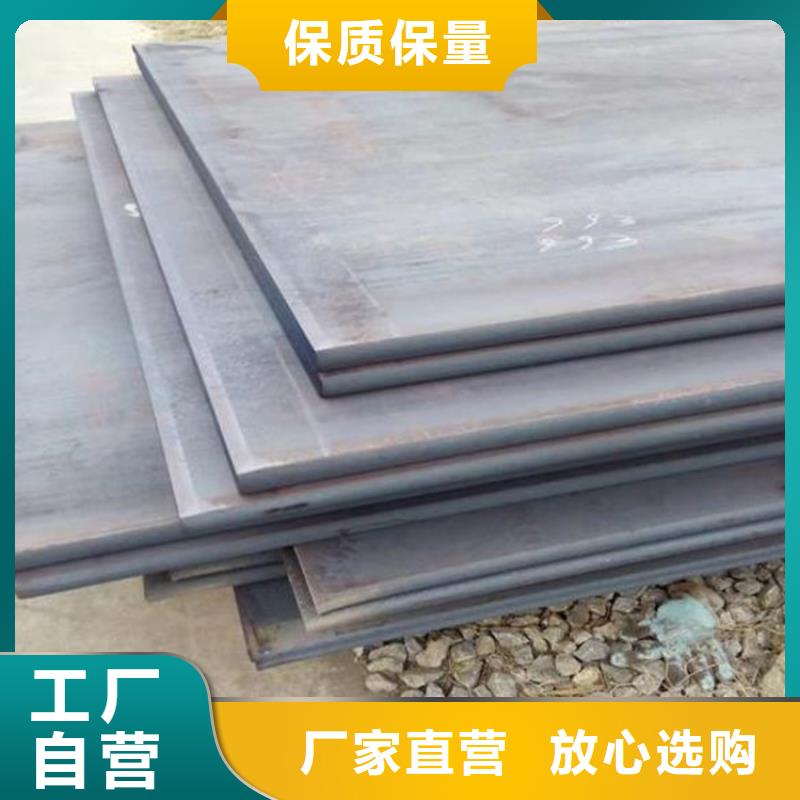
。钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。钢板按厚度分,薄钢板4毫米(薄0.2毫米),厚钢板4~60毫米,特厚钢板60~115毫米。钢板按轧制分,分热轧的和冷轧的。薄板的宽度为500~1500毫米;厚的宽度为600~3000毫米。薄板按钢种分,有普通钢、优质钢、合金钢、弹簧钢、不锈钢、工具钢、耐热钢、轴承钢、硅钢和工业纯铁薄板等;按专业用途分,有油桶用板、搪瓷用板、防弹用板等;按表面涂镀层分,有镀锌薄板、镀锡薄板、镀铅薄板、塑料复合钢板等。厚钢板的钢种大体上和薄钢板相同。在品各方面,除了桥梁钢板、锅炉钢板、汽车制造钢板、压力容器钢板和多层高压容器钢板等品种纯属厚板外,有些品种的钢板如汽车大梁钢板(厚2.5~10毫米)、花纹钢板(厚2.5~8毫米)、不锈钢板、耐热钢板等品种是同薄板交叉的。低合金结构钢(亦称普通低合金钢、HSLA)


钢板切割速度方面 在切割速度方面,钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。 如果想人为地调高切割速度来提高生产效率和用减慢切割速度来改善切割断面质量,那是办不到的,只能使切割断面质量变差。 过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
<江门>金帝钢管今天,小编来给大家讲解下火焰切割的细节,如何做好特厚钢板的切割? 一定要做好以下几点: 1.检查工作场地是否符合要求,割炬、氧气瓶、乙炔瓶(或乙炔发生器及回火防止器)橡胶管、压力表等是否正常,将气割设备按操作规程连接好。 2.切割前,首先将工件垫平,工件下面留出一定的间隙,以利于氧化铁渣的吹除。切割时,为了防止操作者被飞溅的氧化铁渣烧伤,必要时可加挡板遮挡。 3.检查风线,方法是点燃火焰并将预热火焰调整适当。然后打开切割氧气阀门,观察切割氧流(即风线)形状,风线应为笔直、清晰的圆柱体并有适当的长度。这样才能使工件切口表面光滑干净,宽窄一致。如果风线不规则,应关闭所有的阀门,用通针或其他工具修整割嘴的内表面,使之光滑。 4.将氧气调节到所需的压力。对于射吸式割炬,应检查割炬是否有射吸能力。检查的方法是首先拔下乙炔进气软管并弯折起来,再打开乙炔阀门和预热氧阀门。这时,将手指放在割炬的乙炔过气管接头上,如果手指感到有抽力并能吸附在乙炔进气管接头上,说明割炬有射吸能力,可以使用;反之,说明割炬不正常,不能使用,应检查修理。 相信大家如果按照小编的注意点,一定会完成特厚钢板的完美切割!

