


联系我们

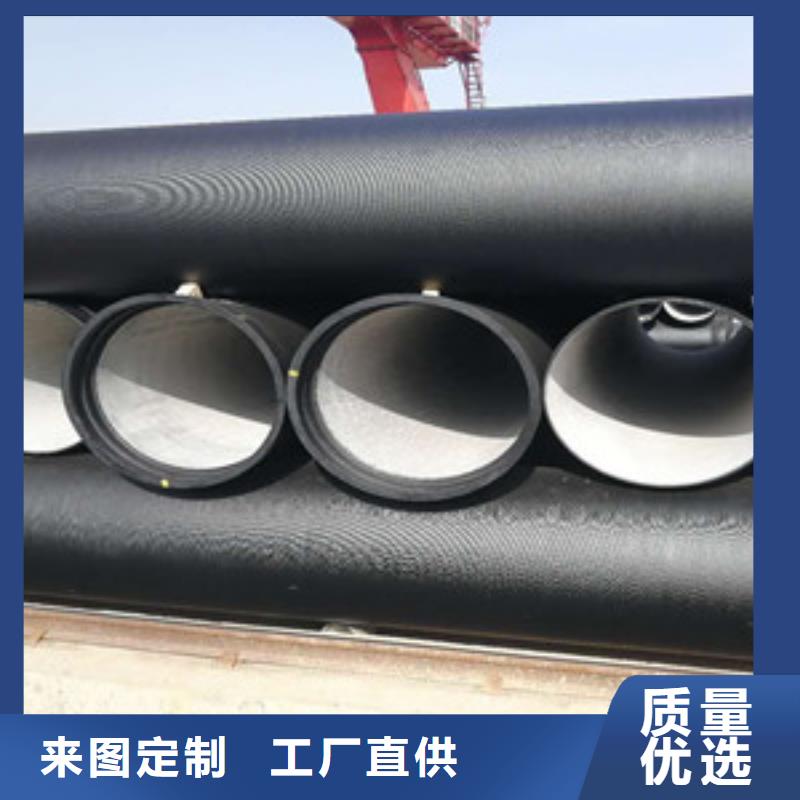
东兴市排水球墨铸铁管
更新时间:2024-11-16 00:44:41 浏览次数:2 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |

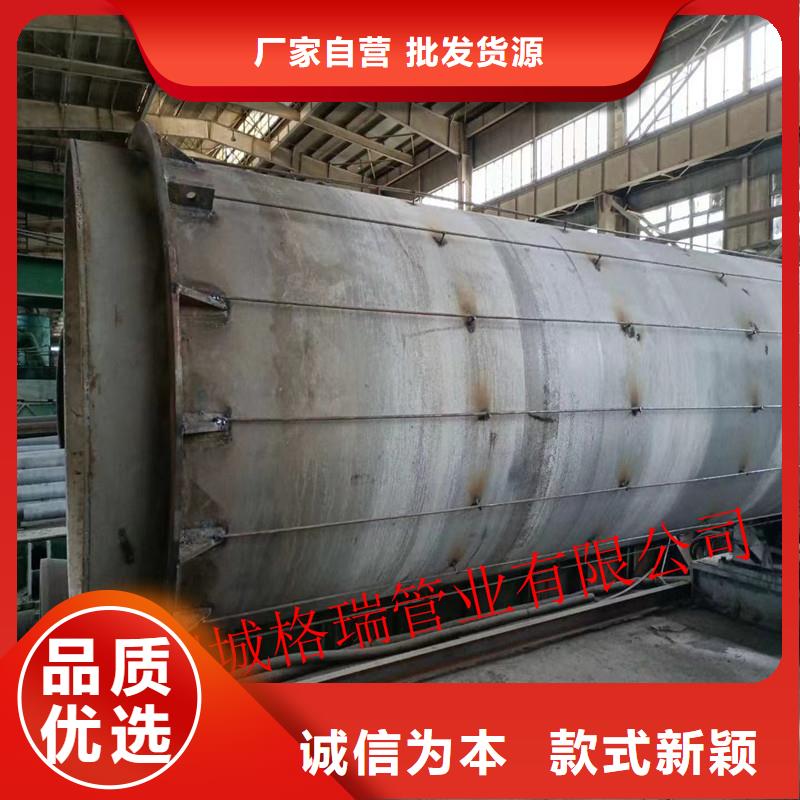



对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。 法兰连接的劣势是,如果直接埋地,螺栓腐蚀风险较大,将来可能出现接口漏水等问题,有的设计规范也要求螺栓不能直接埋地。法兰连接因为采用螺栓紧固确保密封效果,人工操作的影响较大。 承插连接的方法是,对于球墨铸铁管确保连接位置为承口(如果不是则用双承套管,使得插口端转换为承口端),钢管端在其承口外径焊接层额外的钢板,使得钢管的外径确保与球墨铸铁管外径相同。然后插入球墨铸铁管的承口进行安装承插在接的优势足不存在螺栓埋地的腐蚀风险。但足对于大口径管道,钢管的壁厚较薄,同时钢管是从井室中伸出的情况下,可能出现由于井室沉降,导致钢管经向变形过大,从而有接口漏水的风险。 
山东聊城格瑞球墨铸铁管在装置时所进行的水压试验应该统一的去指挥,分工比较清晰,对后背、支墩、接口、排气阀等都应规则专门的人去担任查看,并清晰规则地发现问题时的联络号。切管前首要检查球墨铸铁管损坏水平假设损坏严重或管体上有裂纹应判废;假设是插口变形或插口损坏严重则切掉损坏局部;球墨铸铁管可运用砂轮切开机或电动金属锯切管机.砂轮切开机可以用电或紧缩空气带动也可以靠直接内燃机带动.许多切开机可以安装切开用砂轮和磨光砂轮.假设在施工现场只运用一个切开机那么这种切开机应适应安装两种砂轮,便用金刚砂切开砂轮很适用于切开带水泥砂浆内衬的球墨铸铁管。因为装置需求(如接弯头号管件)切管时切管前对铸管的外径尺度中止确认即外径尺度在公役范围内。关于因损坏或施工需求对铸管中止切开前应将需切的铸管放在程度面或方木上并对切掉局部沿铸铁管一周用记号笔中止标志。

在现代结构的挤压机上,将工模具部件制造成旋转结构的形式,或者橫向移动的压模部件结构形式,也称抽屉式结构模架。在这种挤压机上,更换和固定模子时,挤压机不必停止工作。旋转式模架或抽屉式模架,在更换挤压模时,不需要附加的消耗工作时间,并且可以轮流地使用2个挤压模。球墨铸铁管价格工模具由专门的液压缸或机械装置将其从挤压机的前梁中拉出或推进,并用以使挤压垫、挤压制品和压余进行分离,检查挤压模及其固定装置的状况,为差别一些无缝钢管是用钢板打卷电焊焊接而成,称无缝钢管。
并且在必要时更换挤压工模具。异形钢管厂的15MN(1500t)挤压机就是这种结构形式。在更换挤压模的同时,完成某些辅助工序。旋转式双挤压筒和旋转式双穿孔筒结构形式的工作原理也是如此。