白沙县油缸绗磨管
更新时间:2024-11-18 03:33:18 浏览次数:1
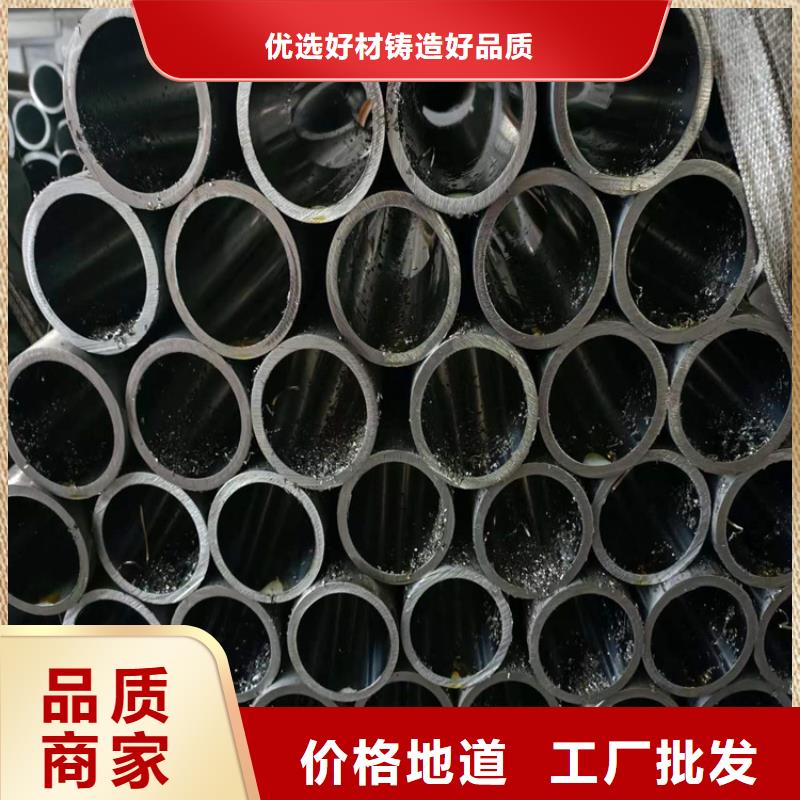
以下是:白沙县油缸绗磨管的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸机械加工 |
|---|
| 是否进口 | 否 |
|---|
以下是:白沙县油缸绗磨管的图文视频
导读 白沙县油缸绗磨管,九冶管业有限公司专业从事白沙县油缸绗磨管,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到海南省 海口市、三亚市,以下是白沙县油缸绗磨管的详细页面。 海南省 海南省,简称“琼”,是中华人民共和国南端的省级行政区,省会海口市;地处中国华南地区,北以琼州海峡与广东划界,西临北部湾与广西、越南相对,东濒南海与台湾对望,东南和南部在南海与菲律宾、文莱、马来西亚为邻;海南地势为中部高四周低,中间高耸,呈穹窿山地形;属热带海洋性季风气候;陆地总面积3.54万平方公里,管辖海域总面积约200万平方公里。截至2022年,海南省辖4个地级市,5个县级市、4个县、6个自治县。截至2022年末,海南省常住人口1027.02万人,比上年末增加6.56万人。
海南省白沙县油缸绗磨管
<海南>九冶管业有限公司
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,绗磨管经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。


小口径绗磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×负偏差=(D 小-D 公)/D 公×外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×负偏差(-△S)= 壁厚公差范围=正偏差+负偏差
<海南>九冶管业有限公司
海南省白沙县油缸绗磨管
总结 在海南省采买白沙县油缸绗磨管到九冶管业有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-17706353138,QQ:3573482096,地址:《开发区丁快工业园》。