以下是:止水铜片软式透水管支持非标定制的产品参数
| 产品参数 |
|---|
| 产品价格 | 10/米 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 995 |
|---|
| 运费说明 | 面议 |
|---|
以下是:止水铜片软式透水管支持非标定制的图文视频
止水铜片软式透水管支持非标定制,金鸿耀工程材料有限公司为您提供止水铜片软式透水管支持非标定制的资讯,联系人:程经理,电话:15650312333、15650312333,QQ:728882077,发货地:聊城羊里街道办事处发货到广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市。 广东省 广东省,简称“粤”,中华人民共和国省级行政区,省会广州市。因古地名广信之东,故名“广东”。位于南岭以南,南海之滨,与香港、澳门、广西、湖南、江西及福建接壤,与海南省隔海相望,土地总面积17.98万平方千米。截至2022年10月,广东省下辖21个地级市、65个市辖区、20个县级市、34个县、3个自治县。2022年末,广东省常住人口12656.80万人,城镇化率74.79%。
【全新视界!】止水铜片软式透水管支持非标定制产品视频,带你领略产品新风尚!
以下是:止水铜片软式透水管支持非标定制的图文介绍


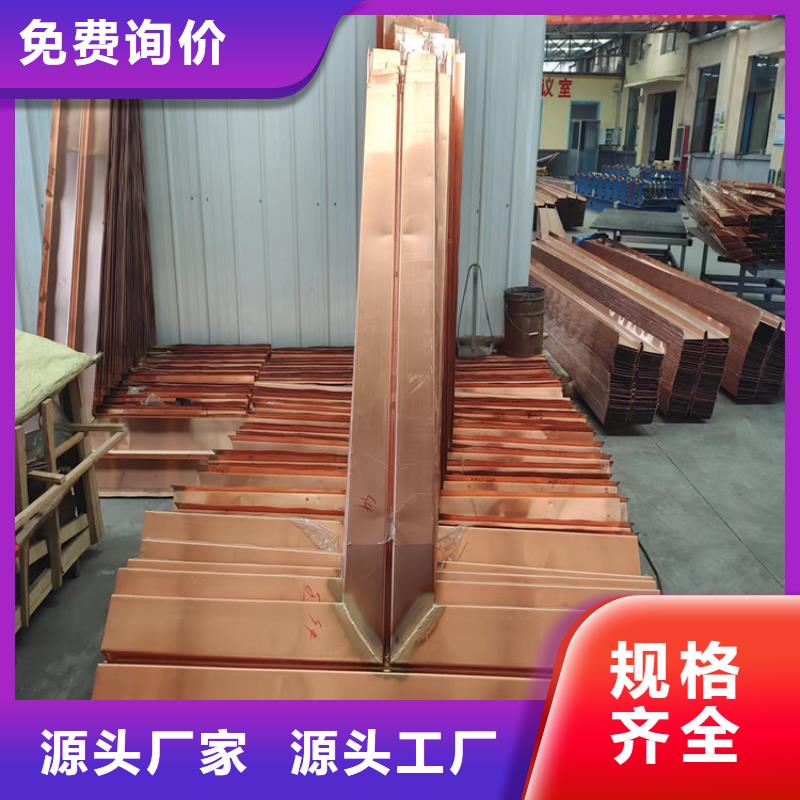
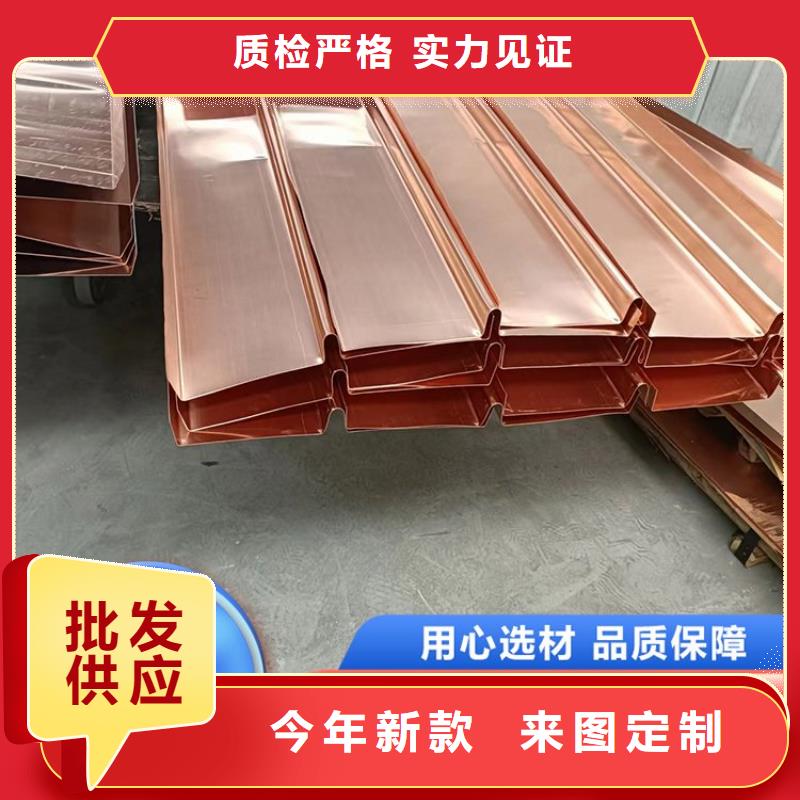
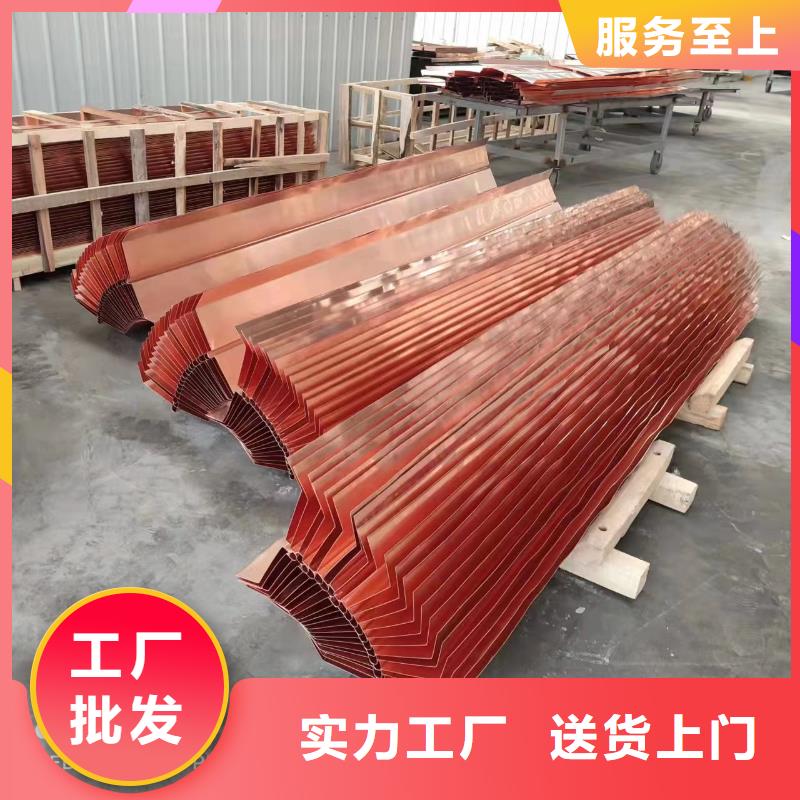
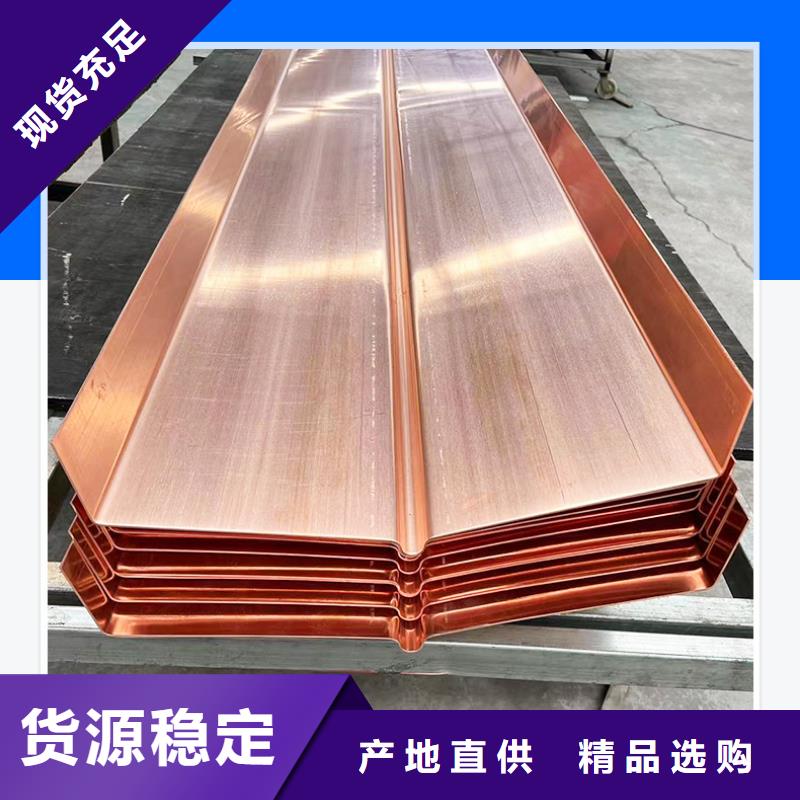
止水铜片按设计形状、尺寸,广东止水铜片采用专门成型机,将99.9%的工业优质纯铜根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目(同时需要考虑物流运输的便利)。挤压加工成型的紫铜止水长度大,容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,在现场根据实际需要进行加工和连接。 铜片止水的连接方式,根据连接对象不同,连接方式也存在差异。在施工现场,主要的连接分为止水铜片与止水铜片的连接,以及止水铜片与橡胶止水带的连接。止水铜片的连接方式采用搭接焊接,焊接时采用紫铜焊条气焊,双面焊接。气焊应预热,预热温度约为400℃~500℃,气焊时,使用硼酸盐、卤化物或二者的混合物作为焊剂,焰心离开工作表面的距离应保持在2mm~4mm,焊后沿焊缝两侧100mm范围内进行热锤击。水平止水之间连接时,搭接长度大于20mm,水平紫铜片与垂直紫铜片连接时,搭接长度大于70mm。焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷,保证紫铜止水片不漏水。 止水铜片与橡胶止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70mm,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。



金鸿耀工程材料有限公司不光重视 广东土工格栅新技术、新产品的引进和开发,而且学习国内外优质管理经验,不断创新管理模式,制作学习型组织,以精雕细镂的 广东土工格栅产品质量,务实的工作作风,服务于全国各地采购商。


广东止水铜片,橡胶止水带、中埋式橡胶止水带、钢边式橡胶止水带、背贴式橡胶止水带、遇水膨胀橡胶止水条、聚乙烯闭孔泡沫板、双组份聚硫密封胶、胶泥、冷底油等一系列产品。 公司广东止水铜片主要生产紫铜止水片、铜止水片、铜片止水带、紫铜片、T2紫铜带、紫铜板等,产品具有强度高,寿命长,耐腐蚀,抗老化等特点,主要应用于水利,铁路,隧道,垃圾填埋场,人工湖等基础建设工程,均受到了用户及专家的一致好评。赢得了良好的市场。 1、诚信务实让客户满意的企业宗旨; 2、拥有华东地区大型的土工材料生产基地; 3、严把质量关,残次品一律销毁,不得出厂; 4、专业的营销团队,产品销往各地; 5、先进的营销理念,订金发货,货到后验货付款; 6、闪电般的送货速度,一个电话,送货上门; 7、同行业良好的业绩和客碑; 厂家现货货到付款高质量铜材生产商



紫铜止水广东止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。 紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。 气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。 1)搭接焊工艺 ① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。 ② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。 2)施焊操作要点 气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。 氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。 点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。 火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。 调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,



在广东省采买止水铜片软式透水管支持非标定制到金鸿耀工程材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:程经理-15650312333,QQ:728882077,地址:《羊里街道办事处》。