




球墨铸铁管铸件生产技术涉及铸铁性能、充型过程。精密造型、机加工、模样、工艺设计和市场等方面。许多研究和实践表明,开发薄壁铸铁件的首要任务是开发高碳当量。高强度灰铸铁及其强化工艺。铸造出高强度、薄壁及复杂内腔铸件,必须从材质、工艺和装备等整体上采取综合措施加以解决。国外在柴油机、发动机缸体缸盖的铸造和薄壁高强度灰铸铁的孕育处理方面达到较高水平。的高强度薄壁我国高强度灰铸铁研究的重点是:提高铁液温度,改善铸铁冶金质量,采用合成铸铁熔炼工艺。球墨铸铁管将会大量出现在一般机电产品中。与铝合金铸件相比,低成本和良好的铸造性能是灰铸铁件的一个主要优势。目前,制约灰铸铁件增长和发展的主要因素之一是轻量化,铸铁轻量化必将为铸铁工业注入新的活力。因此,高强度薄壁灰铸铁件的生产技术开发成为问题的关键。
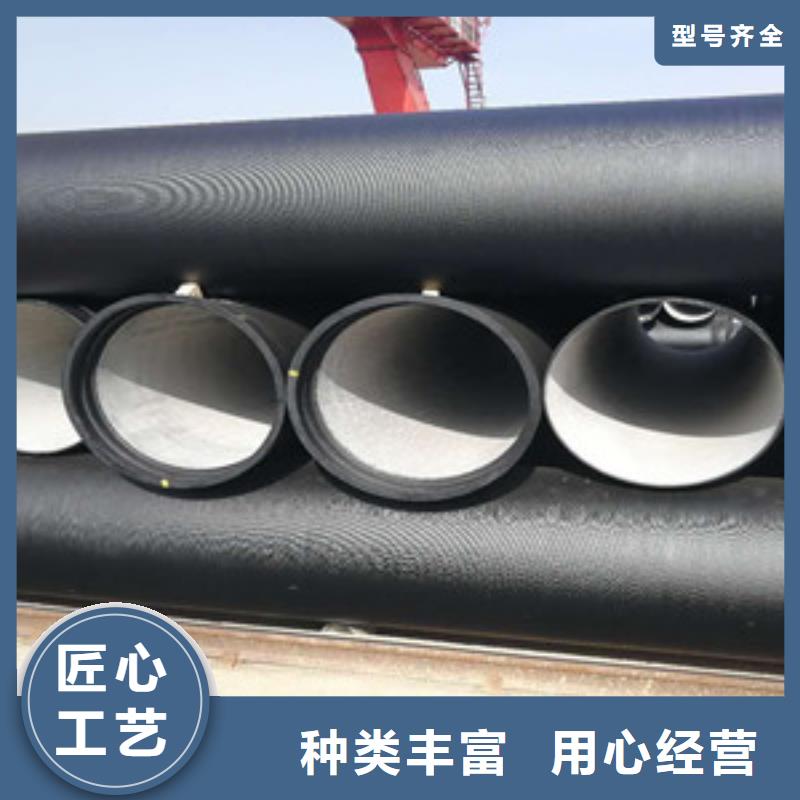
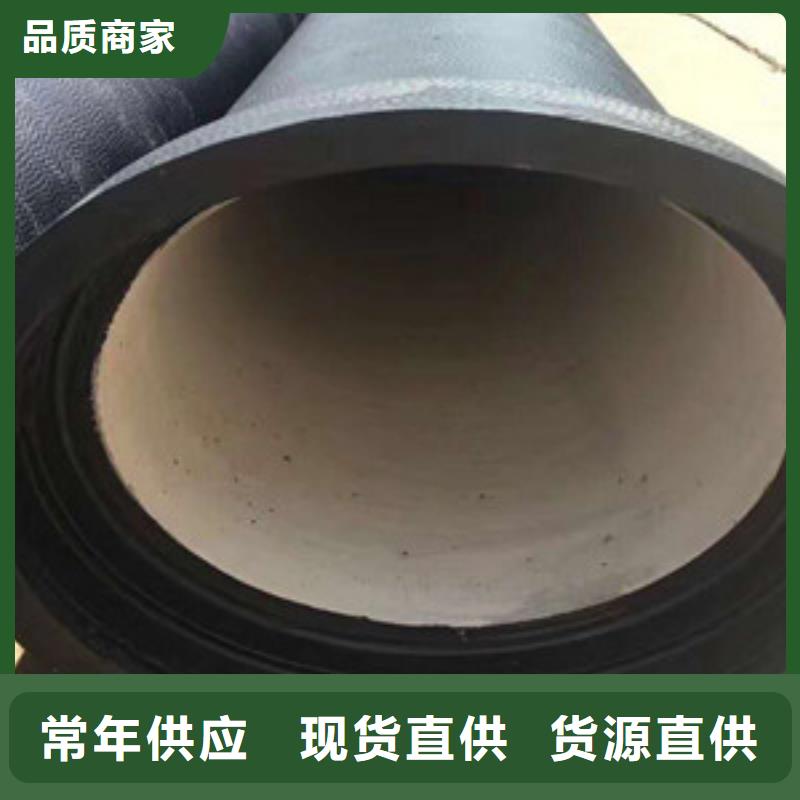
格瑞管业球墨铸铁管件从水力功能来看,球墨铸铁管因球墨管标准一般指内径,如DN500指管道内径为500mm。PE管标准一般指外径,由于同等标准条件下,球墨管能完成更大的径流量;球墨铸铁管从综合装置保护造价来看,球墨管有着更加优越的性价比。近一段时间,李新创在调研的过程中发现,很多钢企负责人担忧当前化解钢铁过剩产能过程中“一压了之”。“有些地方简单将压减任务目标分解,对产业实际发展考虑不周,好坏不分、一压了之。不少地方在压减过剩产能时,不考虑企业市场竞争力、生产经营、节能环保等实际情况,工作不到位不细致,强硬分解目标,没有和企业充分沟通;有的企业甚至不知道自己已被列入压减名单,在这种情况下,可能削弱了某些合法合规、效益良好企业的竞争力,甚至将其推向深渊。” 球墨铸铁管的首要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。

若管线的偏转角度较大,球墨铸铁管可采用多只管子偏转,应避免单只管子接口偏转角度太大,一般10°以内的角度可使用3~4根管子偏转,球墨铸铁管不必使用弯管。切管。 有些管子因野蛮装卸,造成插口端碰裂或变形,故需要将此部分切掉,同时由于要安装弯管、阀门等,球墨铸铁管需要不同长度的管子,也需切管。切管工具可使用砂轮切割机。球墨铸铁管安装接头。 将插口插入承口,使要连接的管子或管件的中轴线相重合,使用一个导链在管项部缓缓拉紧,直到管承口进入到两条白线中间。管子的偏转。 管子的接口允许偏转3°,切割时应沿管子一周作好切割线标记,这样便于切得平直。新切割的管子插口端**削边倒角和磨光,使其与原来的插口端外观尺寸相同。

产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等(2)钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中”、接触弧长度合理(3)钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:球墨铸铁管矫直后弯曲度及椭圆度达不到要求。