





自2017年成立至今,精拉管业有限公司规模日益扩大, 江苏精拉无缝钢管业务不断发展,年销售额达1500万。 精拉管业有限公司是一个有着共同目标、同舟共济的 江苏精拉无缝钢管团队,也是一家常伴欢乐、激情、有爱的生产厂家。我们提供的不仅仅是冷冰冰的产品,而是令你开心难忘的热情服务!你的微笑是我们永远的追求,到精拉管业有限公司让你有家的感觉,值得拥有!


冷拔管 硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用广的,它们是金属 硬度检测的主要试验方法。这里的洛氏硬度试验又是应用多的,它被广泛用于产品的检验,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的,不可移动工件的硬度检测。
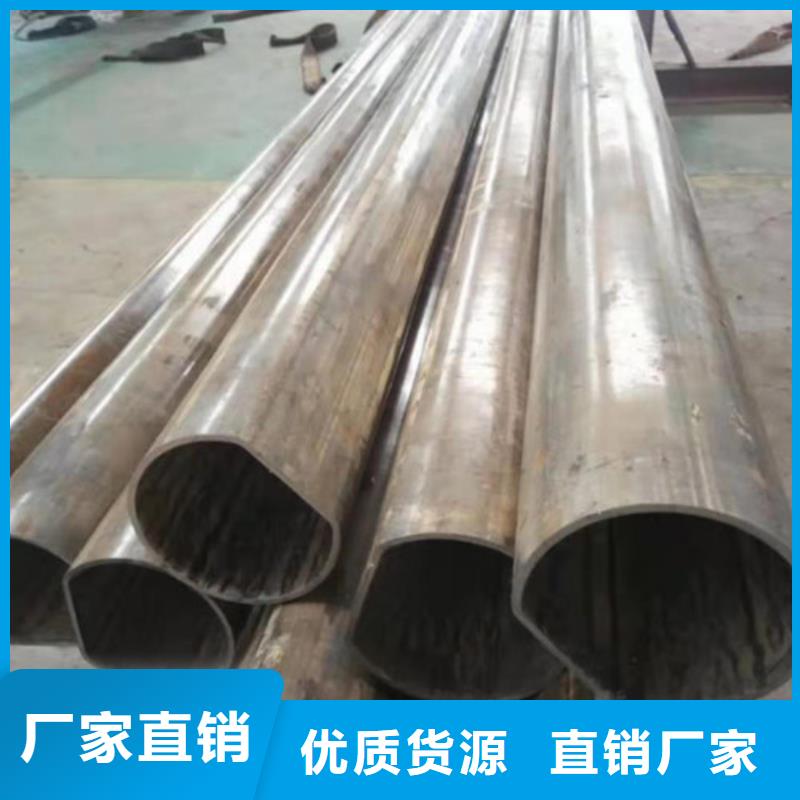
生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



这样的一种情况,一直持续到了,精密无缝钢管的出现,才被彻底的解决。甚至可以说,精密无缝钢管促进了,运输行业的发展。因为精密无缝钢管,自身的使用性能,就是十分的。而且精密无缝钢管,对于管道的抗氧化性能,也是十分的重视。在制作精密无缝钢管的过程中,就加入了一些抗氧化的处理。这使得精密无缝钢管,即使长时间与水接触,也不会轻易的生锈。这然运输行业,再也不用为了,延长管道的使用寿命,而花费大量的财力与物理,对管道进行维护了。而使用寿命的增加,也减少了运输行业,前期投入的成本。


冷拔管是一种比较重要的钢管类型,在很多的情况下都是能够用到的,一般而言,冷拔管在建筑工程中要注意各种的施工,也要注意材料的选择,一般都是要用到,特别是在铁路建设,桥梁施工以及厂房和厂子建设中都是能够用到的。冷拔管依靠是传统工艺,依据的是耐力和压力,还有强大的抗腐蚀和抗酸碱的能力,这样的话冷拔管在各种的环境条件下都是可以使用的。
冷拔管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可至0.2mm以内,在搞弯、抗扭强度相同时,重量较轻,所以广泛用于制造机械结构、液压设备、汽车零件, 钢筋套筒。
冷拔管去产能的方式和方法是多样性的,对于冷拔管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话冷拔管行业才能够获得更好地发展,不然的话冷拔管行业是不能更好地进行发展的。



这种冷拔管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。

