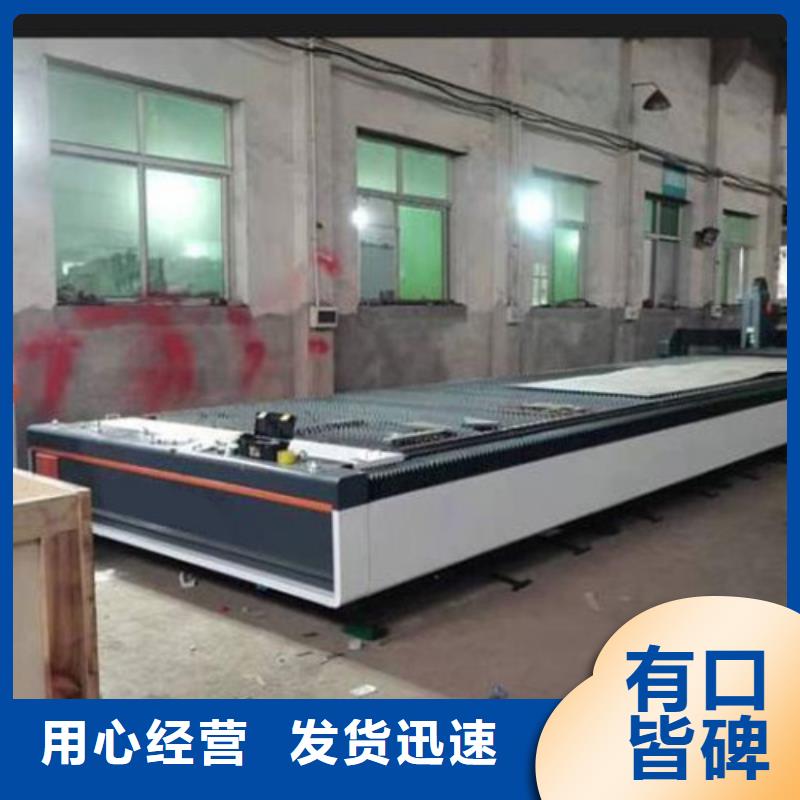



想要一睹激光切割机【光纤激光切割机3000W】让利客户产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:激光切割机【光纤激光切割机3000W】让利客户的图文介绍
“以质量求生存、以信誉求发展”为宗旨。将以诚信、求实的作风;务实、科学的管理;迅捷、周到的服务。华宇诚数控科技有限公司愿与各公司精诚合作、共创双赢! 主要经营: 河南郑州光纤金属激光切割机有品种齐全、价格优惠,凭着良好的品质和服务, 河南郑州光纤金属激光切割机产品远销全国各地。

数控激光切割机的几种加工管材方法 常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
筛管割缝激光加工机床与常规板材数控激光切割机床相比的不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形,通常需要用数控激光加工机床来进行加工的。
管材的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。
1.将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2.调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体点处;
3.在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4.将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5.利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6.切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
管材激光切割采用以上介绍可以解决宽缝等多种技术难题,与传统机械加工相比具有加工效率高、加工精度高、加工范围广等优点。

如何去选择购买实用的光纤激光切割机? 从以下几个方向去选择合适的光纤激光切割机。
1、机器用途。一般用来切割加工金属材料的机器,激光器功率起码也要达到500W左右,假如是切割厚金属材料的话,那么激光器的选择也要达到千W级别的,一般国外的激光器特别是连续的激光器,用来切割效果长短常好的。假如用来切割加工非金属的话,50W的脉冲激光器就足以。
2、软件系统。软件系统是由激光切割机出产厂家所提供的,而大的公司会有专业的技术部分来开发进级更新CUT软件方面,其上风不问可知,更好的与硬件方面相兼容,完美的匹配在一起,可以让功能 化的完善,例如高能激光就是自主开发了CUT软件,所以机器方面的契合比较不错。而小公司的购买的大中型软件,精度差,兼容性差,还有其他弱势方面。
3、光学器械。光学器材方面波长,半反镜,全反镜,折射镜,这样就可以选择专业的激光切割头。
4、耗材配件。在所有配件之中,激光器 是重要的,一台激光切割机的核心也是在激光器方面,其次也就偶然有点光隔离器,氙灯方面啊,机械控制台,还有一些水冷设备。
5、售后服务方面,高能激光在全国各地都有办事处,可以在任何一个地方能够的响应客户,这样的售后服务,是一般小公司所达不到的。


金属激光切割机的加工优势介绍 如今企业对金属激光切割机的需求比较大,需要通过金属激光切割机加工的材料也比较多,而且从目前来看,金属激光切割机相比传统的激光切割设别在加工上面具有比较大的优势,至于其优势具体有哪些我们来听听专家的相关介绍。
激光切割加工技术广泛应用于机床、工程机械、电气开关、电梯、粮食机械、纺织机械、机车制造等金属和非金属材料的加工中。金属激光切割机加工技术大大减少加工时间,降低加工成本,提高工件质量,它在加工方面优势有下面几个:
1、精度高;切缝窄:定位精度0.05mm,重复定位精度0.02 mm;激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞.随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝.切口宽度一般为0.10~0.20mm;
2、切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ra12.5以内;
3、速度快:切割速度可达10m/min, 定位速度可达70m/min,比线切割的速度快很多;
4、切割质量好;不损伤工件:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工;激光切割头不会与材料表面相接触,保证不划伤工件;


