



金属切割锯床产品参数
带锯床修补有许多不正确的当地,产生了许多修补误区,增加了许多的修补本钱。修补是康复带锯床技能功能,扫除毛病及毛病隐患,延长锯床运用寿数的有用手法。当时国内带锯床在修补中还存在着许多技能问题。这些问题的存在,导致带锯床修补质量不高。
带锯床在运用进程中不免会呈现电动机过热的景象,这对电动机的绝缘是很晦气的。会加快绝缘资料的老化,缩短电动机运用寿命,而且还也许因绝缘体损坏导致各种事端。因此,对带锯床电动机过热毛病的查看、查看和防护,是非常首要的。
一、电压超越或低于锯床电动机额定电压答应值,在额定负载下简略发热,温升增高,三相电源电压相间不平衡,使电动机额定发热,呈现这种发热状况的处理方法即是调整电压。

锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。
1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。
 jmc
jmc
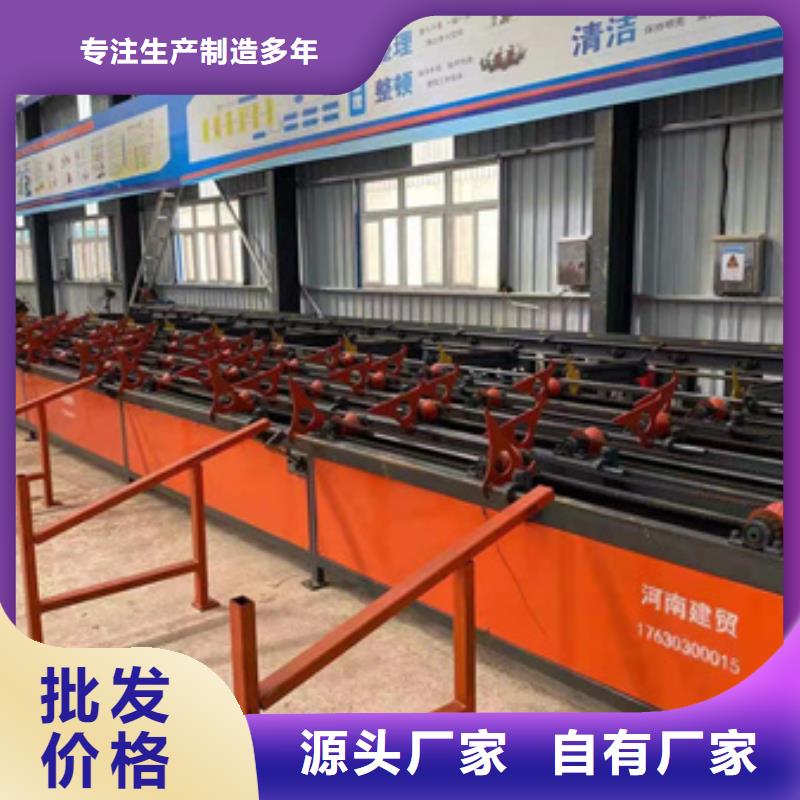
GB4250主要特点:
切削速度液压控制,无极调速
导向块结构科学合理,延长锯条的使用寿命
双立柱结构,操作平稳
锯切稳定,精度高
工件夹紧采用手动夹紧,操作方便
可定制三向液压加紧装置
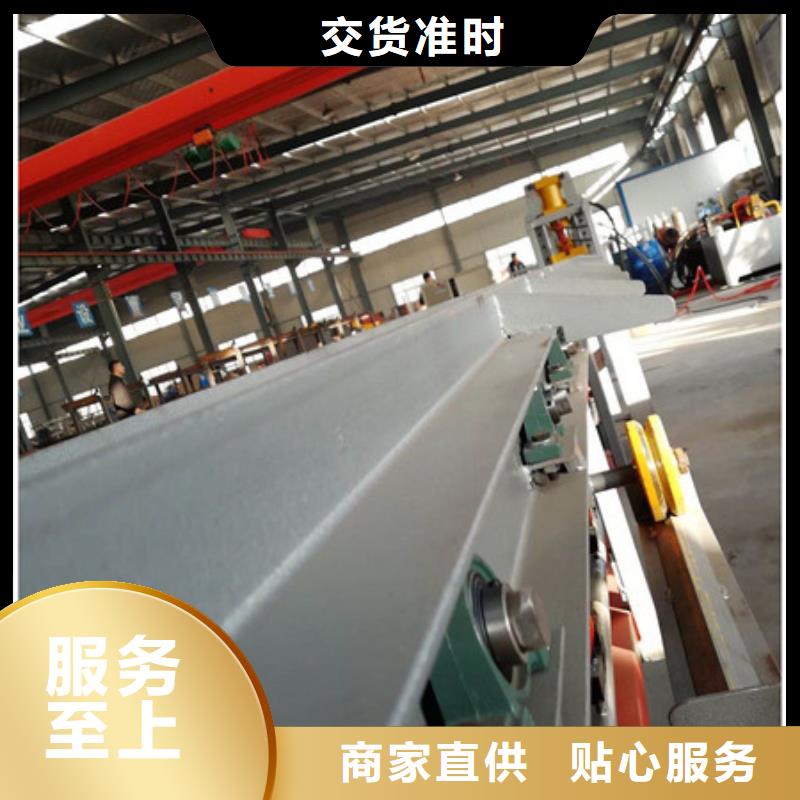
GB4250双柱龙门卧式金属带锯床系列,主要用于锯切各种黑色金属、有色金属。具有锯口窄、省料、节能、
锯削精度高、操作方便、生产效率高等优点
GB4220卧式金属带锯床主要特点
√ 切削速度液压控制,无级调速
√ 导向块结构科学合理,延长锯条的使用寿命
√ 双立柱结构,操作平稳
√ 锯切稳定,精度高
√ 工件夹紧采用手动夹紧,操作方便
 建贸机械设备有限公司
建贸机械设备有限公司
需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件。

