




我们的珩磨管【珩磨管生产厂家】分类和特点产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:珩磨管【珩磨管生产厂家】分类和特点的图文介绍


宁夏银川珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



在多年的 宁夏银川活塞杆厂家生产经营实践中,我们公司逐渐形成了“诚信为本、关注用户、促进双赢”的经营理念。在这一理念的指导下,我们把“为用户提供优质 宁夏银川活塞杆厂家产品与服务,不断提高用户满意度”做为公司的追求目标,为了接近和实现这一目标,安达液压机械有限公司上下倾注了全部心血和精力,积j i在提高 宁夏银川活塞杆厂家生产技术, 宁夏银川活塞杆厂家产品档次,改善 宁夏银川活塞杆厂家产品质量,降低 宁夏银川活塞杆厂家产品成本等方面,进行着不懈的努力,收到了良好的成果。


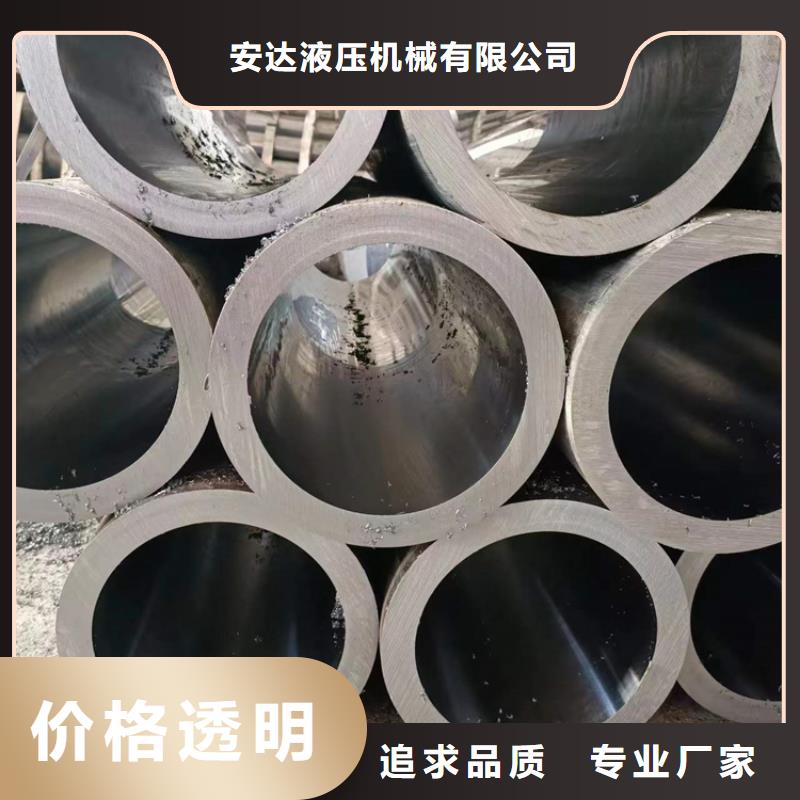
宁夏银川珩磨管油缸管绗磨管如何正确布置珩磨管使用的焊条和焊剂应与焊管材料相匹配,品牌应有明确的基础数据、产品合格证和使用寿命。焊条和焊剂在使用前应按产品说明书进行干燥,使用期间应保持干燥,并在同 使用。焊条涂层应无脱落和裂纹。珩磨后表面良好,有利于润滑油的储存和油膜的维护。表面支撑率高,能承受较大载荷,提高产品使用寿命;加工范围广。主要加工圆柱孔。使用珩磨头,还可以加工锥形孔、椭圆孔等。加工精度高,主要是一些中小尺寸的光通孔,其圆柱度可小于0.001mm。部分壁厚不均匀的零件圆度可达0.002mm。对于大孔,圆度也可达到0.005mm,珩磨精度高于磨削精度。珩磨管是一种由无缝钢管制成的无缝钢管,用于机械结构或液压设备。钢管经过冷拔或冷轧处理。由于内外壁无氧化层,高压无泄漏,光洁度高,冷弯、扩口、压扁无变形,无裂纹,主要用于生产气动或液压产品。珩磨管



宁夏银川珩磨管油缸管绗磨管珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑,以免出现问题。