



想要探索弯弧加工T型钢发货及时的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:弯弧加工T型钢发货及时的图文介绍
宏钜天成钢管有限公司以先进的 安徽池州无缝钢管技术、的设备、上乘的质量、满意的服务及良好的信誉,与广大用户真诚合作,谋求共同发展,真诚地欢迎各界人士前来我公司洽谈合作,共创辉煌!


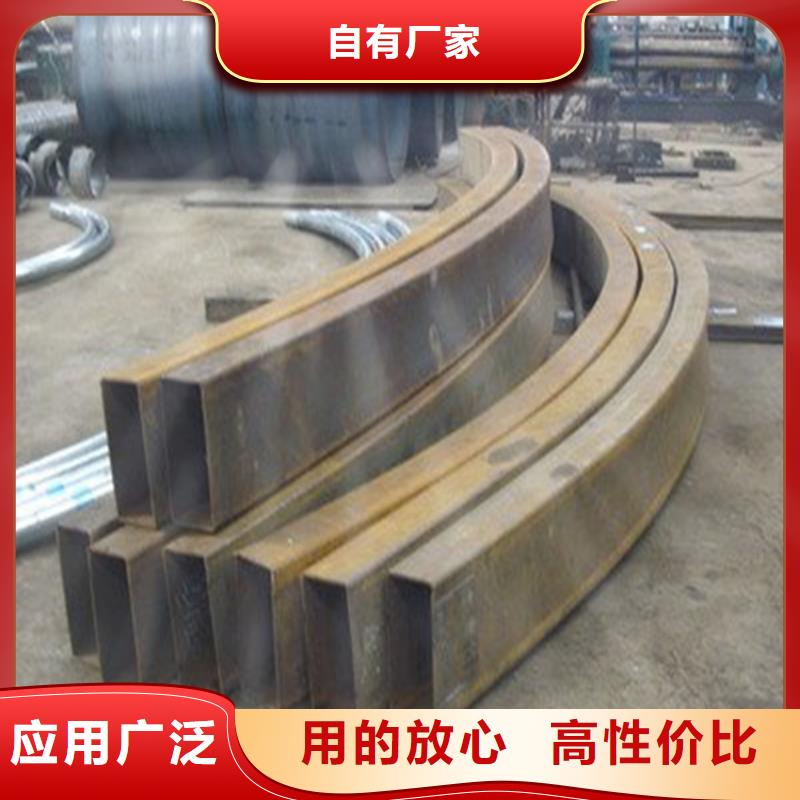
加热炉环形弯弧加工制造加工工艺伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。



弯弧加工弯曲方法加工怎样完成的目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯弧加工加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯弧加工加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯弧加工的直径,减少大量的人力物力,提弯弧加工高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
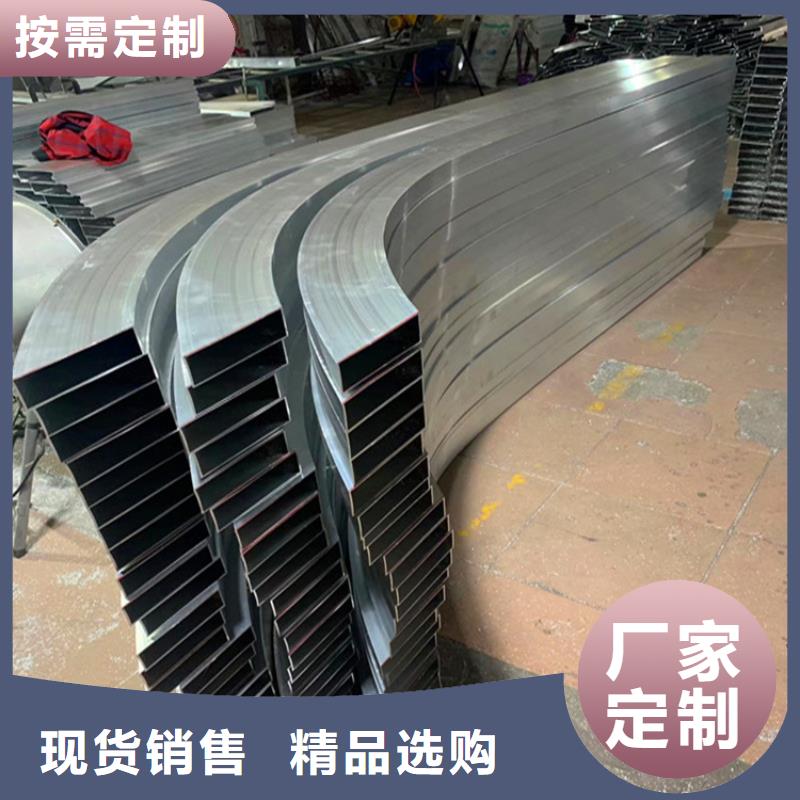
并在加工弯弧加工过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯弧加工机,其设置在机床上的弯弧加工加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯弧加工加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。



弯弧加工弯曲设备在使用过程中的关键是使用触摸屏幕和数控机床模块,会话实际操作,程序设置简单简单,所有新产品床结构稳定,使用时不变形,每档可设置16个弯曲视角,计算机内存可存储16组档案。
弯管机俱慢速度定位服务,弯管视角稳定,重复定位精度达±0.1°,错漏信息屏幕上呈现,协助作业者立即,提供自主研发之坐标转换弯管生产加工值,软件可购买装到桌面式计算机改动计算。
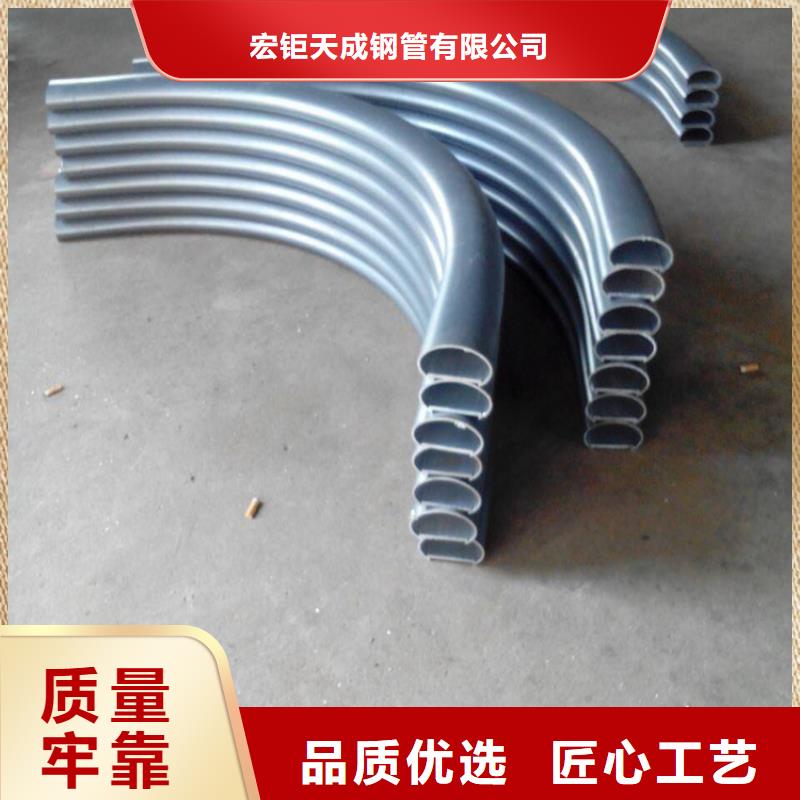
弯管设备的管道弯曲与板材弯曲相同。管径为D时,纯弯曲,受外力矩M影响时,中性层两侧壁厚受拉伸应力影响,σ1、壁厚变软;受拉伸应力影响的中性层内壁厚σ壁厚增厚的作用。此外,由于F1和F2的作用,截面的形状由椭圆形变为椭圆形。若变形过多,两侧壁厚会出现裂纹,内侧壁厚会出现。
弯管机设备管道的变形程度通常取决于小弯曲半径R/D和相对较薄的T/D数据尺寸,R/D和t/D值越低,变形程度越高。变形水平必须在允许的范围内控制,以保证管道的成型质量。管件的弯曲成型极限不仅取决于材料的机械性能和弯曲方法,还取决于管道的使用要求。
管材的成形极限一般包括以下几种具体内容:
(1)中性层两侧拉伸变形区域内zui较大的拉伸变形不超过原材料的可塑性允许值而发生破裂;
(2)中性层里侧收紧变型区域内,受径向压应力功效的薄壁结构一部分不至于超越失衡而发皱;
(3)假定管材有椭圆度的需求时,操纵其横断面发病崎变;
(4)假定管材有承担内压强强度标准时,操纵其厚度薄化的成形极限。


弯弧加工的使用中会有生锈的状况,那样我们是不是掌握弯弧加工防锈处理的方法都有什么吗?接下来小编就具体如下我们详细介绍
1、清理
应用有机溶剂、溶剂清理管材表层,以达到油、植物油脂、浮尘、润滑液和相似的有机化合物,但它不能弯弧加工表层的锈、氧化层、焊粉等,因此在防腐蚀工作中上只辅助技巧。
2、酸洗钝化
一般用有机化学和电解法二种方法做酸洗钝化解决,钢管防腐只采用有机化学酸洗钝化,能氧化层、锈迹、旧镀层,有时候可以用它作为抛丸除锈后再加工。化学水处理虽然可以使表层到达一定的洁净度和表面粗糙度,但是其锚纹浅,并且简易对周边环境组成环境污染。
3、物品防锈处理
主要运用钢刷之类的东西对建筑钢材部位进行打磨抛光,能松动氧化层、锈迹、焊疤等。手动式物品防锈处理能到达Sa2级,驱动力物品防锈处理可到达Sa3级,若建筑钢材表面附着稳固的锌灰,物品防锈处理效果理想,无法达到玻璃钢防腐标准的锚纹深度。
4、喷涌防锈处理
喷涌防锈处理是由大功率电机推动喷涌叶子高速运转,使钢球、金钢砂、细铁丝段、矿物等耐磨材料在电动机强悍的向心力实际效果对弯弧加工部位进行喷涌解决,不仅仅能够彻底金属氧化物、锈迹和废弃物,并且弯弧加工在耐磨材料明显冲击磨擦力效果下,还可以到达所市场需求的匀称表面粗糙度。
喷涌防锈处理后,不仅仅能够拓展管道表层的化学吸附实际效果,并且能增强防腐涂层与管道表层的机械设备粘附实际效果。因此,喷涌防锈处理是钢管防腐的防锈处理方法。
一般来说,喷丸除锈主要适用于管道内表层处理,喷砂除锈主要用以弯弧加工表层面解决。生产过程中需要严格管理防锈处理有关技能目标,避免因为错误操作组成对弯弧加工的土地次损害,弯弧加工根据除绣,产品外观设计与除绣前相比会更加滑嫩,弯弧加工的除绣在管材角色中是一项常经常使用的专业技能。



