



更新时间:2024-11-17 22:28:49 浏览次数:11 公司名称:泰安 恒丰塑业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 单位面积400-600g/m | 厚度0.25-0.35mm |
| 单位面积700-1000g/m | 厚度0.30-0.50mm |
| 撕裂伸长率 | 30-100% |
| 剥离强度 | ≥6N/cm |
| 厚度 | 0.1mm-3.0mm |




恒丰塑业有限公司
面向未来,恒丰塑业有限公司将继续以为用户创造价值为己任,以【四川涤纶土工格栅】产品质量为核心、以优质服务为重点,以精细化管理为保障,以创新驱动为动力,追求市场较大化,与海内外客商一道,携手并进,在发展中共赢,在共赢中发展,努力实现融通天下!


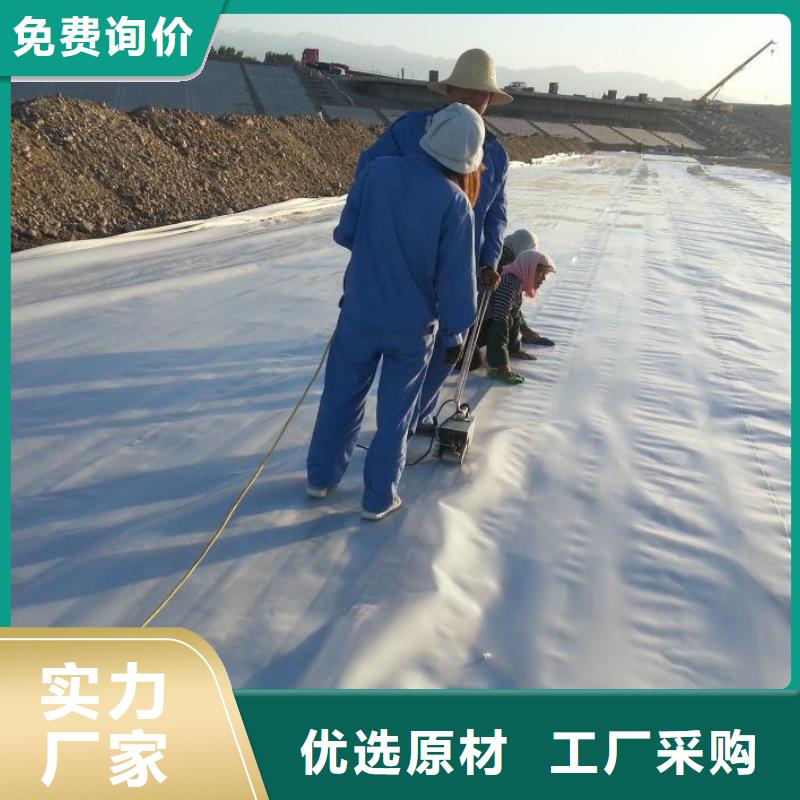
HDPE土工膜施工技术要求
1、HDPE土工膜铺设和焊接施工宜在气温5℃以上,风力4级以下并无雨、无雪天气进行。
2、HDPE土工膜施工工艺按以下顺序进行:土工膜铺设→搭齐焊接缝→焊接→现场检测→修补→再检→回填土。
3、膜与膜之间接缝的搭接宽度不小于80毫米,通常应使接缝排列方向平等于 坡度线,即沿坡度方向排列。
4、HDPE土工膜在铺设中,应尽量避免产生人为的折皱。铺设HDPE土工膜时,应根据当地气温变化幅度和HDPE土工膜的性能要求,预留出温度变化引起的伸缩变形量,另外根据现场地形和土工膜铺设的情况应预留土工膜的伸缩量,以适应地基不均匀沉降。
5、HDPE土工膜铺设后,应尽量减少在膜面上行走,搬运工具等,凡能对HDPE土工膜造成危害的物件,均不应放在土工膜上或携带在土工膜上行走,以免对HDPE膜造成意外损伤。
6、HDPE膜施工现场的所有人员都不能抽烟,不得穿带铁钉的鞋或高跟硬底鞋到膜面上行走,不允许从事有可能破坏防渗膜的一切活动。
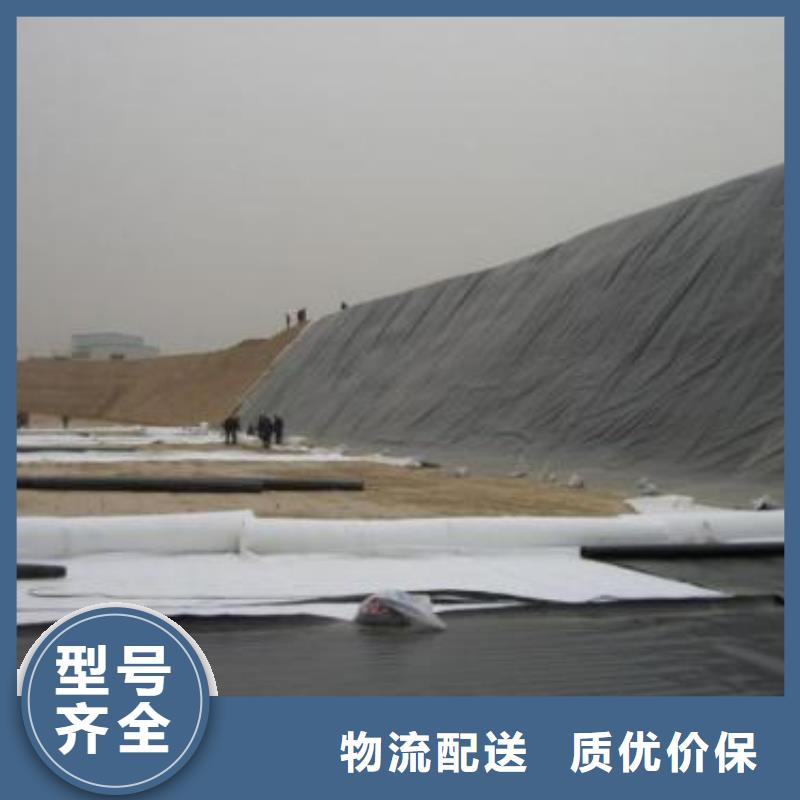
7、HDPE土工膜铺设完毕,未覆盖保护层前,应在膜的边角处每隔2-5m放1个20-40Kg重的沙袋,防止土工膜被风刮起。
8、HDPE土工膜应自然,与支持层贴实,不应折褶、悬空。
9、土工膜分段施工时,铺设后应及时完成上层覆盖,裸露在空气中的时间不应超过30天。
10、HDPE土工膜锚固须根据设计进行施工,工程中地形较复杂的地方,施工单位提出其它的锚固方式,应征得设计单位和监理单位的同意后方可进行。



HDPE土工膜机理
其主要机理是以塑料薄膜的不透水性隔断土坝漏水通道,以其较大的抗拉强度和延伸率承受水压和适应坝体变形;而无纺布亦是一种高分子短纤维化学材料,通过针刺或热粘成形,具有较高的抗拉强度和延伸性,它与塑料薄膜结合后,不仅增大了塑料薄膜的抗拉强度和抗穿刺能力,而且由于无纺布表面粗糙,增大了接触面的摩擦系数,有利于复合土工膜及保护层的稳定。同时,它们对细菌和化学作用有较好的耐侵蚀性,不怕酸、碱、盐类的侵蚀,在避光使用情况下,使用寿命长。
土工膜年限
鉴于复合土工膜部分现场观测成果合成材料在工程应用中具有一定的抗老化能力,故有些 的某些文件中对其使用年限作了较为宽限的规定,如前苏联BCH07-74《土石坝应用聚乙烯防渗结构须知》中规定,聚乙烯土工膜可用于使用年限不超过50年的建筑物。奥地利林茨公司发表的“聚丙烯复合土工膜土工合成材料的长期性状”一文中的结论写道:“对聚丙烯的15年以上的现场应用经验表明,它们的化学和生物稳定性高;织物的 损坏是在施工中;铺设以后没有大变化;……可预期超过100年的稳定性。



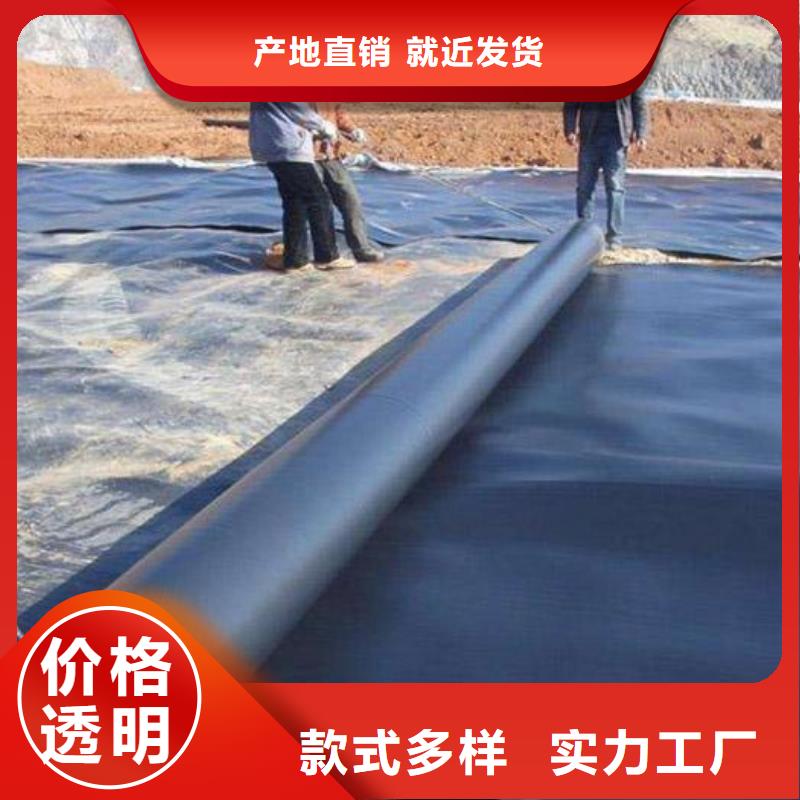
HDPE土工膜焊接要求:
1、HDPE土工膜焊缝搭接面不得有污垢、沙土、积水(包括露水)等影响焊接质量的杂质存在,在焊接时应清理干净。
2、每天焊接开始时(清晨及午休后),必须在现场先进行试焊,合格后再进行正式焊接。
3、HDPE土工膜的焊接宜采用双轨热熔焊机焊接,挤压焊或热风枪接仅用在修复、覆盖或热熔焊机达不到的地方。
4、施工时应根据气温和材料性能,随时调整和控制焊机工作温度、速度。
5、焊缝处HDPE膜应熔结为一个整体,不得出现虚焊、漏焊或超量焊。联接的两层HDPE土工膜必须搭接平展、舒缓。
焊缝质量控制
随着施工的进度,要求及时检查HDPE膜焊接质量,对漏焊、虚焊部位随时用热风枪或塑料焊枪补焊,具体做法如下:
检测按三个步骤进行,即目测、充气检测及破坏试验。
目测:看两条焊缝是否平整、清晰、无皱、透明无接渣、气泡、漏点、熔点或焊缝定包边等。
目测主要是对铺设的土工膜外观、焊缝质量、T型焊接、基底杂物等进行细致的检查,所有施工人员对这一工作都应贯彻在全部施工过程中。
对所有焊缝的严密性除目检外,还应采用真空检测,对无法进行真空检测的部位更应加强自检。
充气压检测的充气强度为0.25Mpa,2分钟不漏气,考虑到卷材较柔软易变形,允许压力下降20%
在双轨焊缝上所取的样块进行拉力测试时,其标准为在做剥离和剪切试验时,焊缝没被撕裂开而母才被撕拉破坏,此时焊接合格,如果试样不合格,则应在原焊缝上再取第二块,连取三块不合格时,则应对整条焊缝作返工处理。
经测试合格的样块,送业主、总承包人及相关单位存档。
对于在目测、充气检测、破坏试验中所发现的缺陷,应及时修补,不能立刻修补的,要做好标记,以防止在修补时遗漏。
外观检查,发现膜面有孔眼等缺陷损及焊接过程中出现的漏焊、虚焊、破损等情况下,应及时用新鲜的母材修补,补疤每边超过破损部位10-20cm。并做好记录。
对于修补后的焊缝,一般要进行详细目测检查,确认修补可靠后再进行放行!!
