




想要更直观地感受声测管现货产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
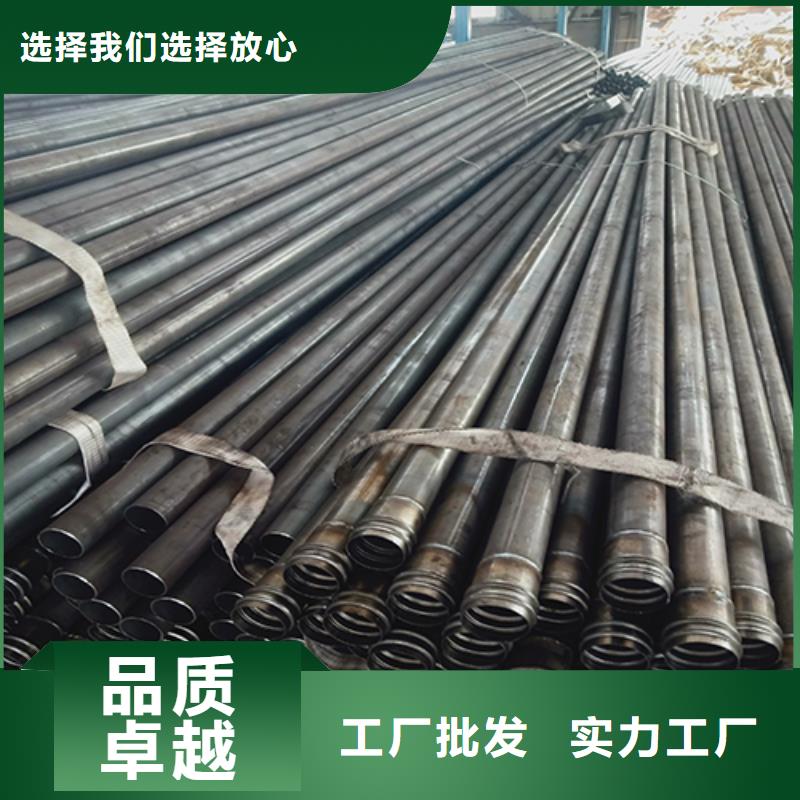
以下是:声测管现货的图文介绍


声测管安装技术及钢筋笼焊接交底书1、北京当地声测管安装(1)材料要求:声测管采用内径为 50mm,壁厚为 3mm 的无缝声测管。(2)连接方式:井口安装采用套管坡口焊接,其他采用对接焊声测管上的竖向环套住水平环。具体如下图(4)、北京当地每根声测管距桩底 5cm,伸入承台 0.5m,每根桩埋设 3 根。孔口焊接声测管时, 要先使上节声测管套入下接声测管的丝扣内,先焊好外侧,然后用管钳转动声测管,再把内侧剩余部分焊好;焊接前要把下节声测管先注满水。2、北京当地施工注意事项(1)、北京当地声波检测管焊接的必须保证内壁平整,不能有焊渣等凸出物,确保检测时探头能够自由上下。(2)、北京当地声测管的下端必须封闭,并做密水试验,保证管底和接头处不漏水。上端高出桩头 50cm 以上,并加盖,防止声测管堵塞。3、北京当地施工方法 (1)、北京当地根据所加工钢筋笼的分节长度和购进的声测管尺寸,合理的对声测管进行下料,声测管截断不可用气焊割也不可用一般切断工具,要用切管器或砂轮切割机,切割后要进行割丝。(2)、北京当地声测管接长采用丝扣连接,连接时首先检查声测管是否有杂物,如有杂物要干净再连接,连接时两声测管要对正,且要保持顺直,每节声测管连接都要缠生胶带,确保其密封性能良好。每节连接好后必须进行点焊,防止滑丝或脱节。底节底部要提前用钢板焊死,保证管底不漏水;然后把焊接好的声测管分类存放。(3)、北京当地在每节钢筋笼上安装相应长度的声测管,声测管焊接在钢筋笼的内侧,均匀布置,管间互相平行,不平行度控制在 0.1%以下;为防止声测管的安装偏差及孔口焊接质量,要在加强箍筋上准确标注上声测管的位置,声测管与钢筋笼采用双环活口连接 ,水平环焊在加强箍筋上



声测管以钢管为主要原料:钢管分为无缝钢管和直缝焊接管。无缝钢管将用于旧的设计图纸,材料为20#钢。但现在常用的声测管是由焊接钢管制成的。焊管的材质为Q235,或是Q195.那么声测管的材质就是Q195-Q235。声测管分为钳压声测管、北京螺旋声测管和套筒声测管。应用:灌注桩施工,如桥梁、北京铁路、北京高速公路、北京地铁、北京港口、北京码头、北京水电站、北京大坝、北京民用住宅等。 声学测试管是一种不可缺少的声学测试管。使用声学测试管可以检测桩的质量。声学测试管是超声检测桩时探头进入桩体的通道。它是灌注桩超声检测系统的重要组成部分。桩内预埋模式及桩横截面布置形式将直接影响测试结果。因此,设计时应将声学测试管的布置和埋设方法标记为图纸,施工时应严格控制预埋质量和管壁厚度,以确保检测工作的顺利进行。

声测管盖梁及台帽施工采用门式支架来进行盖梁和墩台帽的施工。门架搭设密度纵向间距1.0m,横向间距为1.5m,贝雷梁钢支墩设置于承台上,在贝雷梁与钢支墩间设砂板,以便脱模、北京落架。1.地基处理原地面用砂砾回填夯实、北京整平,场地四周设60cm×40cm深的排水沟,钢支墩置于承台上,门式支架基础采用宽×高=25cm×10cm的条形砼基础。2.支架搭设门式支架沿桥横向搭设,纵向间距1m,在墩柱处间距0.5m,门式支架横向间距为1.5m,门式支架采用Ф4.8cm钢管纵横连接加固,门式支架顶托声测管上声测管设I14工字钢。支架标高控制:贝雷梁支架,首先测出基础标高,配好钢支墩高度,通过基础砼调平块初步控制,再由砂板控制好标高;门式支架通过下底座和上托座螺栓调节控制标高。3.模板铺设及预压声测管贝雷梁跨及门式支架跨均沿顺桥方铺设方木,规格10×10×400cm,间距20cm,方木搭接保持50~100cm。底模采用1.2cm厚的涂塑竹夹板,电钻打孔用圆声测管钉固定在方木上,确保模板平整不曲挠,接缝严密。模内铺彩条布,用水准仪观测地基沉降和支架变形,待沉降稳定后卸载。测出底模标高与设计底模标高对比,进行调整底模标高至设计要求为止。


超声波检测管也就是声测管是桩下预埋设管,是声波检测法的检测通道。管体注水配合超声波检测设备进行桩下情况探测,配合预埋设注浆管可以实现缺陷部分定点定向注浆,补浆。我国的高铁是全架高的设计,灌注桩的成品质量直接影响到了高铁线路的整体设计,其中为了建设高品质的桩基就需要用到大量的声测管来进行检测,以确保桩体承台达到设计的强度。我国的地理环境复杂各种地势高低起伏不定,架高的设计才能确保铁路轨道的平整一致性,高铁速度才能提高。我国的高铁桥梁建设在世界上也是很好的的,完整的产业链配套体系,先进的施工经验和实力强大,经验丰富的施工建设团队,中国中铁,中交,中国建设等把高铁桥梁建设走向了世界。



十多年来,日升昌钢管声测管厂家凭借雄厚的技术力量,丰富的施工经验,严密科学的管理体系,承建了众多标志性 北京螺旋式声测管工程,赢得了新老客户的赞扬和肯定,在同行业中享有很高和良好的信誉。


声测管外观打磨技术要点:1、北京基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、北京粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、北京半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、北京精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


